沖裁的定義
作者:五金沖壓件 文章來(lái)源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-05-28 11:58
沖裁的定義
對(duì)于模具設(shè)計(jì)師來(lái)說(shuō)兵故,設(shè)計(jì)的產(chǎn)品斷面質(zhì)量的好壞至關(guān)重要。不過(guò)辐芍,首先我們來(lái)聊聊什么是沖裁。沖裁是利用沖裁模在壓力機(jī)的作用下,使板料分離的一種沖壓工藝方法.從廣義上說(shuō),沖裁是沖孔描休、落料掷戚、切斷、切口肥册、割切等多種分離工序的總稱.但一般講來(lái),沖裁主要指落料和沖孔工序猫郎。
沖裁是冷沖壓加工方法中的基礎(chǔ)工序,應(yīng)用極其廣泛,它即可以直接沖制出所需的成品零件,也可以為其它冷沖壓工序制備毛坯。
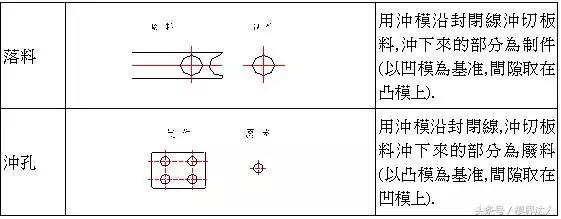
板料經(jīng)過(guò)沖裁后,被分離成兩部分,即沖落部分和帶孔部分,若沖裁之目的是為了制取一定外形的外形輪廊和尺寸的沖落部分;則這種沖裁工序稱為落料工序,剩馀的帶孔部分就成為廢料.反之,若沖裁的目的是為了制取一定形狀和尺寸的內(nèi)孔.此時(shí),沖落部分變成廢料,帶孔,部分即為工件,這種沖裁工序稱之為沖孔工序.見(jiàn)下表严荷。
沖裁的分類
按照切斷面的粗糙程度,或沖件的精度,沖裁分為普通沖裁和精密沖裁矩修。
普通沖裁就是當(dāng)工件分離時(shí),由于受到?jīng)_模壓力作用.在凸凹刃口之間的材料除了受剪切變形外,還存在著拉伸﹑彎曲﹑橫向擠壓等變形,材料最終以撕裂的形式實(shí)現(xiàn)分離.因此,普通沖裁工件的斷面比較粗糙,而且有一定的錐度,其精度較低.精密沖裁由于采用了特殊的沖模結(jié)構(gòu),使凸、凹模刃口處的材料最終以塑性剪切變形形式分離.精密沖裁的零件,斷面光潔且與板面垂直,精度較高.

目前,一些精度要求高的沖裁零件,如儀器儀表﹑照像機(jī)﹑鍾表等零件多數(shù)是用精密沖裁的方法加工的.沖裁若按分離部分與母材部分的使用要求又可分如沖孔,落料,切斷,切口,半剪等啼康。
變形特點(diǎn)
根據(jù)金屬塑性變形原理分析可知.塑性金屬材料在變形過(guò)程中引起金屬材料破壞的主要方式是拉斷和剪斷,這就是說(shuō)拉應(yīng)力及拉應(yīng)變.造成金屬材料斷裂的因素大概有剪應(yīng)力和剪應(yīng)變量.而壓應(yīng)力和壓應(yīng)變只能引起塑性材料的形變,不會(huì)導(dǎo)致材料的破壞厅揍。
沖裁分離過(guò)程雖然是一瞬間完成的,但變形分離是很復(fù)雜的,沖壓分離變形主要分以下三個(gè)階段:
1、彈性變形階段
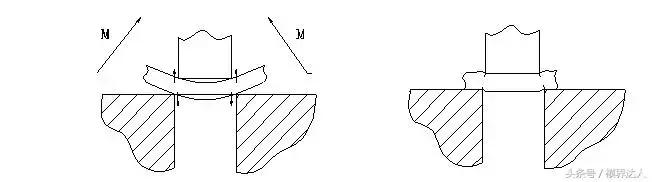
板料在凸模壓力的作用下,刃口處的材料首先產(chǎn)生彈性壓縮﹑拉伸等變形,凸模略有擠入材料的內(nèi)部,板料的下面也略微擠入凹模洞口內(nèi),凸模下面的材料略有彎曲. 凹模上面的材料開始上翹,如果凸凹模之間的刃口間隙越大,變曲和上翹越嚴(yán)重,但這時(shí),材料內(nèi)應(yīng)力沒(méi)有達(dá)到極限狀態(tài).當(dāng)去掉外力后,材料仍可恢復(fù)原狀.這一階段稱為彈性變形階段(如圖2.1-1)
2凑逗、塑性變形階段
隨著凸模的下降,對(duì)板料的壓力不斷增加,材料內(nèi)部的應(yīng)力也隨之加大.當(dāng)內(nèi)應(yīng)力達(dá)到材料的屈服極限時(shí),便開始進(jìn)入塑性變形階段,當(dāng)凸凹模進(jìn)一步?jīng)_進(jìn)材料內(nèi)部.由于凸凹模刃口之間的間隙存在,讓材料內(nèi)部的拉應(yīng)力和彎曲變大,壓應(yīng)力成分減小,材料進(jìn)一步折彎和拉伸,使變形區(qū)的材料硬化加劇.當(dāng)沖裁力不斷增大直到刃口附近的材料開始產(chǎn)生微裂紋時(shí),沖裁力也達(dá)到最大值.微裂紋(龜裂)的出現(xiàn)說(shuō)明有材料開始出現(xiàn)破損,塑性變形階段也告結(jié)束.
3弹惦、分離階段.
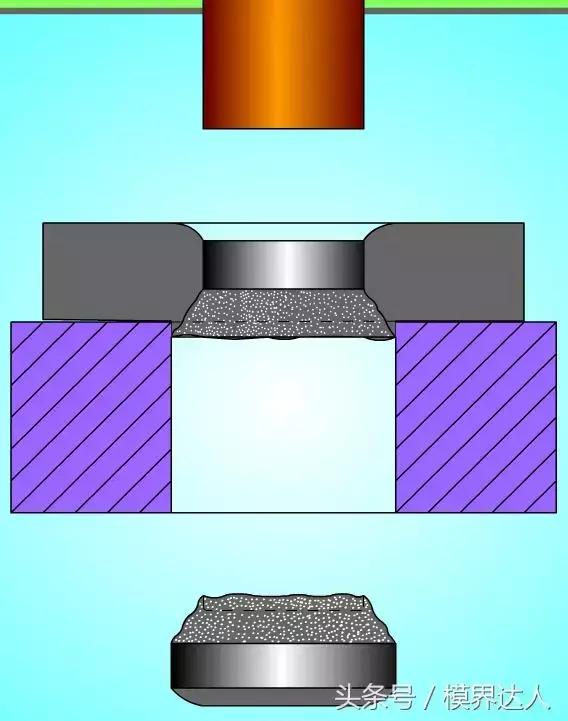
凸模繼續(xù)下降,使板料產(chǎn)生上下裂紋不斷擴(kuò)大.且往材料內(nèi)側(cè)延伸,如圖2.1-3.當(dāng)板料上下裂紋相重合時(shí),說(shuō)明材料纖維被全部撕裂拉斷,零件斷面開始分離.當(dāng)凸模再往下降時(shí),將板料的沖落部分推出凹模洞口,同時(shí)將初始形成的毛刺進(jìn)一步拉長(zhǎng),如圖2.1-4.至此,凸模回升完成整個(gè)沖裁過(guò)程.

普通沖裁零件的斷面特征
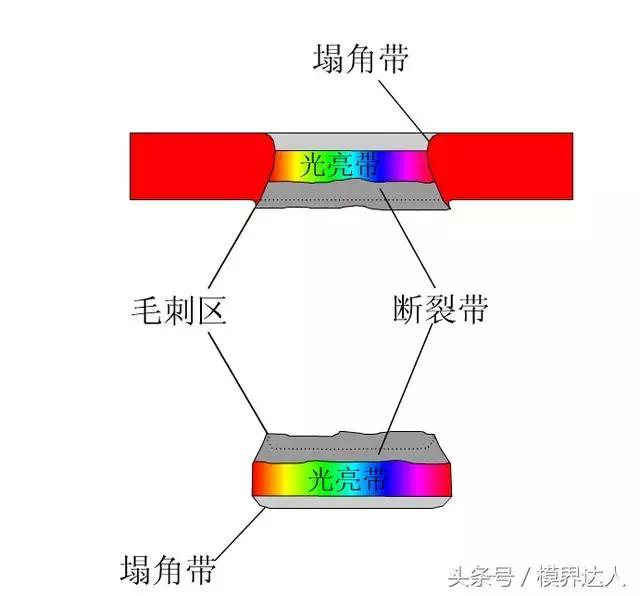
對(duì)普通沖裁件的斷面分析,我們可發(fā)現(xiàn)這樣的規(guī)律.零件的沖裁斷面和零件的表面并非垂直,而是帶有一定的錐度;除很窄一部分光亮帶外,其馀均粗糙無(wú)光澤.并有毛刺和塌角.我們把沖裁件斷面上的各區(qū)域分別稱為塌角帶(又稱圓角帶)﹑光亮帶(又稱剪切帶)﹑斷裂帶和毛刺.(如圖2.1-5)
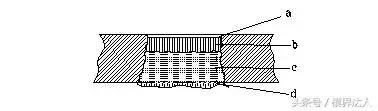
a-圓角 b-光亮帶 c-斷裂帶 d-毛刺帶
高質(zhì)量的沖裁件斷面應(yīng)該是:光亮帶較寬,約占整個(gè)斷面的1/3以上;塌角﹑斷裂帶﹑毛刺和錐度都很小,整個(gè)沖裁件平直無(wú)變彎現(xiàn)象,但是影響沖裁沖斷面質(zhì)量的因素十分復(fù)雜,它隨材料的性能﹑厚度﹑刃口間隙﹑模具結(jié)構(gòu)及沖裁速度的不同而變化.
現(xiàn)在很多學(xué)習(xí)模具設(shè)計(jì)的小伙伴越來(lái)越多悄但,很多人問(wèn)我有沒(méi)有資料棠隐,第一本書看什么比較好石抡,根據(jù)你們的需求,我將一些模具設(shè)計(jì)的資料進(jìn)行了分類管理助泽,希望你們能在模具行業(yè)前途無(wú)量啰扛。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò),若內(nèi)容涉嫌侵權(quán)报咳,請(qǐng)告知我們刪除!
