好文分享——五金級(jí)進(jìn)模料帶排樣設(shè)計(jì)技巧
作者:五金沖壓件 文章來(lái)源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-06-30 03:08
更多精彩資料盡在模具設(shè)計(jì)教程 小編會(huì)繼續(xù)努力 爭(zhēng)取讓每一個(gè)學(xué)設(shè)計(jì)的朋友學(xué)到想學(xué)的東西 你們的點(diǎn)贊/關(guān)注就是小編最大的動(dòng)力
連續(xù)模已經(jīng)成為了整個(gè)五金沖壓行業(yè)的一種趨勢(shì)胃碾,特別是一些彈片帮声、端子缠俺、連接器等產(chǎn)品但紫,由于產(chǎn)品外形較小六泞,用連續(xù)模來(lái)生產(chǎn)無(wú)疑能極大地提高生產(chǎn)效率设预。而連續(xù)模料帶排樣的設(shè)計(jì)技術(shù)就成了我們必然要掌握的重點(diǎn)知識(shí)构蹬。
料帶排樣是整個(gè)模具生產(chǎn)中很關(guān)健的一環(huán),稍有不慎袁挟,就會(huì)導(dǎo)致整套模具的報(bào)廢钝菲。
一、料帶排樣的方式
在進(jìn)行料帶排樣前拘栅,首先我們必須熟悉一個(gè)基本原則术偿,那就是便于成形,節(jié)省材料和保障在模具內(nèi)送料順暢角涯。常用的排樣方式有以下幾種:
1.橫 排--用于外形較規(guī)則弓慨,長(zhǎng)寬比值較小材質(zhì)又無(wú)紋線。
2.豎 排--用于外形較單一腻区,長(zhǎng)寬比值較大材質(zhì)又無(wú)紋線要求的產(chǎn)品淤写。
3.斜 排--用于材質(zhì)有較嚴(yán)的紋線要求,且折彎線和紋線不能平行的產(chǎn)品份良。
4.對(duì)稱排--用于外形較小的產(chǎn)品示宫,單排時(shí)料帶狹長(zhǎng),不便于模具制造汗忠。
5.交錯(cuò)排--用于外形互補(bǔ)的產(chǎn)品卸酿,單排時(shí)廢料區(qū)較大,不利于減少成本穿扳。
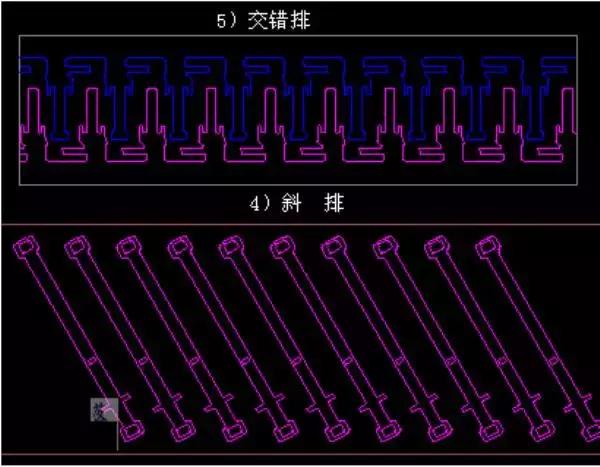
彈片類產(chǎn)品的材質(zhì)多有紋線要求衩侥,為了保證其彈性,避免折彎短裂纵揍,常選用斜排和橫排方式顿乒,使折彎線和紋線不平行。
端子和連接器類產(chǎn)品較小而細(xì)長(zhǎng)泽谨,材質(zhì)又多無(wú)紋線要求,因此較大的產(chǎn)品常用橫排特漩,細(xì)長(zhǎng)的產(chǎn)品豎排吧雹,較小的產(chǎn)品對(duì)稱排。
二涂身、尺寸的確定
A.帶料寬度的確定:
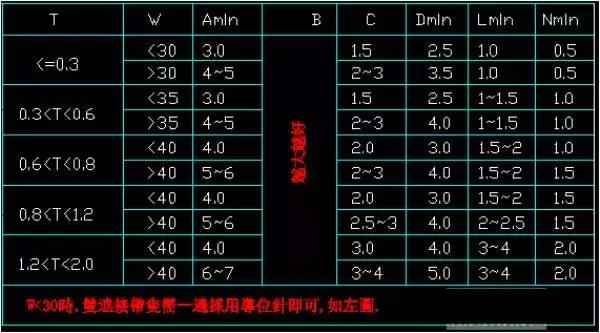
1)單邊帶料時(shí).比雙邊帶料寬度要大雄卷,在沖壓過(guò)程中條料易產(chǎn)生橫向彎曲,切開(kāi)外形的一邊導(dǎo)向較困難蛤售,因此丁鹉,單邊帶料寬度一般取3.0~5.0,材料越薄越寬取值越大拥宜。
2)雙邊帶料時(shí).送料順利榆博,定位精度較高但耗料也較多仲及,帶料寬度一般取2.0~4.0,材料越薄越寬取值越大侧焚。
3)中間帶料時(shí).其帶料寬度取值與單邊帶料相似锭偿,其實(shí)是單邊帶料的綜合,兩種可轉(zhuǎn)換設(shè)計(jì)摆地。
B.步距的確定:
產(chǎn)品最寬值+兩個(gè)最小刀口強(qiáng)度值+連接帶(中間沒(méi)有連接帶只要加上一個(gè)刀口寬度值)
C.帶料方式
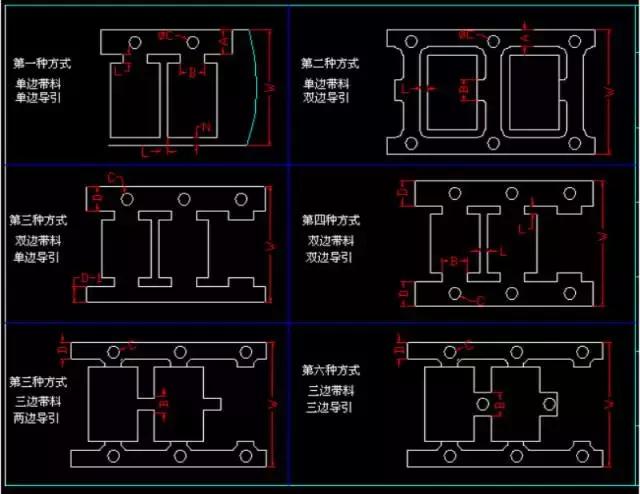
1.單邊帶料挂剪,是在產(chǎn)品條料的一側(cè)留出一定寬度的材料,并在適當(dāng)?shù)奈恢门c產(chǎn)品相連接增量,實(shí)現(xiàn)對(duì)條料的運(yùn)送她打。一般適合切邊型排樣。適合大多數(shù)五金小零件童唧,但必須保證送料強(qiáng)度茬燃,因此帶料寬度比雙邊帶料要適當(dāng)加寬,同時(shí)料帶的寬度不能太寬(W<60~70)叮凸,當(dāng)單邊帶料的料帶寬度W>30時(shí)兵罢,要采用兩邊導(dǎo)引的方式(如圖一,二)滓窍。
單邊帶料在送料時(shí)卖词,如果兩個(gè)折彎之間不互相影響時(shí),那么最好先落一部分料吏夯,接著折彎此蜈,再落另一部分料,再折彎噪生,這樣邊切邊折的目的是使帶料有足夠的強(qiáng)度裆赵,也增加了壓料面積,提高折彎部分的定位精度跺嗽,增加折彎的穩(wěn)定性战授。單邊帶料適合一般外殼類五金小零件。
2.雙邊帶料桨嫁,是在產(chǎn)品條料的兩側(cè)分別留出一定的寬度的材料植兰。并在適當(dāng)?shù)奈恢门c產(chǎn)品兩邊相連接,實(shí)現(xiàn)送料比單邊帶料送料更順利料帶定位精度更高璃吧,適用于兩邊都有帶料處楣导,特別適合材料T(≤0.4)的較薄的送料強(qiáng)度較弱的材料(如圖三,四)忌颠。
雙邊帶料情況下漏匿,送料順利,定位精度高敲非,但耗料較多衅洞,當(dāng)條料寬度W<30時(shí)只需要一邊采用導(dǎo)引針定位即可源照,條料的寬度W>30時(shí)兩邊都采用導(dǎo)引針定位。雙邊帶料的邊料寬度一般取值2.0~4.0揽仔,比單邊帶料要小一些覆厦。材料越寬越薄,取值越大琅戏。
有時(shí)材料較薄且料帶較寬们袜,整體料帶強(qiáng)度不夠好的情況下,可采用橋梁式的雙邊帶料的方式择常,其送料堰怜、導(dǎo)向強(qiáng)度均較好,其中間橋梁式連接帶寬度取值為1.0~3.0(常取2.0左右滋戳,如圖二)钻蔑。
3.中間帶料,是在產(chǎn)品條料中間流出一定的的寬度并與產(chǎn)品前后兩邊相連奸鸯,與單邊帶料相似咪笑,但比單邊帶料節(jié)省材料。多用于以下幾種情況:1)對(duì)稱彎曲工件排樣中應(yīng)用較多娄涩,可在中間帶料部分進(jìn)行導(dǎo)正窗怒,兩邊同時(shí)折彎,平衡拉料蓄拣,不會(huì)把導(dǎo)引針拉變形扬虚。2)產(chǎn)品前后首尾相連。3)一下沖出兩個(gè)產(chǎn)品球恤。把產(chǎn)品單排后旋轉(zhuǎn)180%%D后辜昵,放在相對(duì)應(yīng)另一側(cè)。4)條料寬度太窄(T<5.0)咽斧。5)兩個(gè)對(duì)稱的產(chǎn)品堪置。6)兩個(gè)不同的產(chǎn)品。
中間帶料的寬度方向?qū)蚶щy掖猬,常出現(xiàn)卡料议幻,也易出現(xiàn)橫向彎曲,還可出現(xiàn)導(dǎo)引針脫了困難等現(xiàn)象赃律。
(文章轉(zhuǎn)載于網(wǎng)絡(luò),僅供學(xué)習(xí)分享凳慈,如侵權(quán)咆比,請(qǐng)聯(lián)系刪除)
現(xiàn)在很多學(xué)習(xí)模具設(shè)計(jì)的小伙伴越來(lái)越多,很多人問(wèn)我有沒(méi)有資料氨缅,第一本書(shū)看什么比較好扩芋,根據(jù)你們的需求睦柏,我將一些模具設(shè)計(jì)的資料進(jìn)行了分類管理,希望你們能在模具行業(yè)前途無(wú)量聪痢。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò)赶馍,若內(nèi)容涉嫌侵權(quán),請(qǐng)告知我們刪除!
