鈑金折彎我這有三寶,統(tǒng)統(tǒng)能搞彎好住秉!
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-06-30 03:08
更多精彩資料盡在模具設(shè)計(jì)教程 小編會(huì)繼續(xù)努力 爭取讓每一個(gè)學(xué)設(shè)計(jì)的朋友學(xué)到想學(xué)的東西 你們的點(diǎn)贊/關(guān)注就是小編最大的動(dòng)力
A.折彎機(jī)工作噸位的計(jì)算
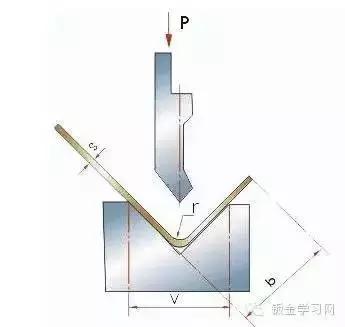
折彎過程中隶债,上属荤、下模之間的作用力施加于材料上邑闺,使材料產(chǎn)生塑性變形卿黍。工作噸位就是指折彎時(shí)的折彎壓力枷辫。
確定工作噸位的影響因素有:折彎半徑寻癌、折彎方式薇榨、模具比、彎頭長度绪封、折彎材料的厚度和強(qiáng)度等魏颠,見圖1所示。
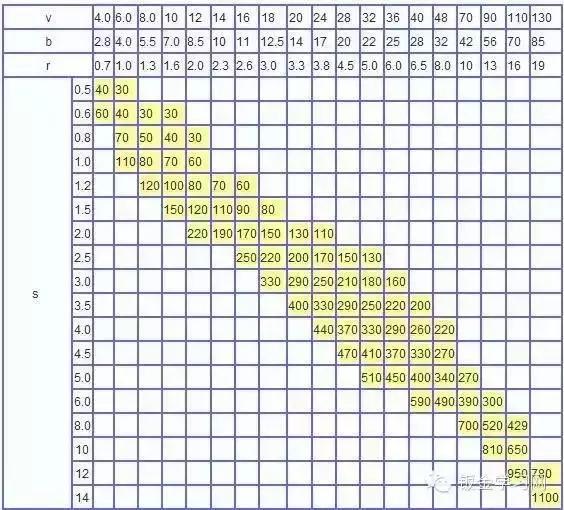
通常历扭,工作噸位可按下表選擇软苗,并在加工參數(shù)中設(shè)置。
1棺氢、表中數(shù)值為板料長度為一米時(shí)的折彎壓力:
例:S=4mm L=1000mm V=32mm 查表得 P=330kN
2心爷、本表按強(qiáng)度σb=450N/mm2的材料為依據(jù)計(jì)算的,在折彎其它不同材料時(shí)肃续,折彎壓力為表中數(shù)據(jù)與下列系系數(shù)的乘積黍檩;
青銅(軟):0.5; 不銹鋼:1.5始锚;鋁(軟):0.5 刽酱;鉻鉬鋼:2.0。
3瞧捌、折彎壓力近似計(jì)算公式:P=650s2L/1000v其中各參數(shù)的單位P——kN S——mm L——mmV——mm
折彎壓力對照表
B.鈑金件折彎中常遇到的問題
1
常用折彎模具
常用折彎模具棵里,如下圖。為了延長模具的壽命姐呐,零件設(shè)計(jì)時(shí)殿怜,盡可能采用圓角。
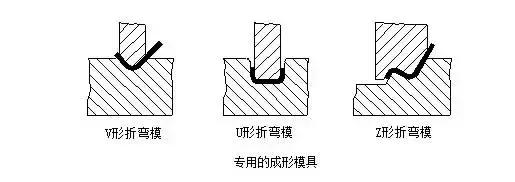
過小的彎邊高度皮钠,即使用折彎模具也不利于成形稳捆,一般彎邊高度L≥3t(包括壁厚)赠法。
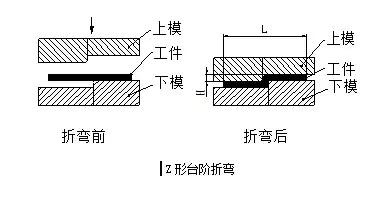
臺(tái)階的加工處理辦法
一些高度較低的鈑金Z形臺(tái)階折彎麦轰,加工廠家往往采用簡易模具在沖床或者油壓機(jī)上加工,批量不大也可在折彎機(jī)上用段差模加工猴宾,如下圖所示潘吸。但是,其高度H不能太高,一般應(yīng)該在(0~1.0)t卤撬,如果高度為(1.0~4.0)t巴移,要根據(jù)實(shí)際情況考慮使用加卸料結(jié)構(gòu)的模具形式。
這種模具臺(tái)階高度可以通過加墊片進(jìn)行調(diào)整柄楼,所以瞭驴,高度H是任意調(diào)節(jié)的,但是翅陪,也有一個(gè)缺點(diǎn)退钱,就是長度L尺寸不易保證,豎邊的垂直度不易保證钠台。如果高度H尺寸很大欠诊,就要考慮在折彎機(jī)上折彎。
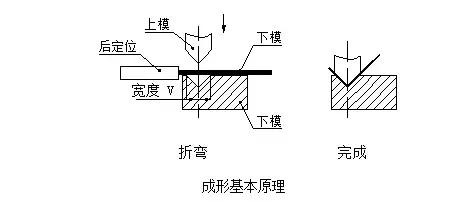
折彎機(jī)分普通折彎機(jī)和數(shù)控折彎機(jī)兩種辟劲。由于精度要求較高臣疑,折彎形狀不規(guī)則,通信設(shè)備的鈑金折彎一般用數(shù)控折彎機(jī)折彎徙菠,其基本原理就是利用折彎機(jī)的折彎刀(上模)讯沈、V形槽(下模),對鈑金件進(jìn)行折彎和成形懒豹。
優(yōu)點(diǎn):裝夾方便芙盘,定位準(zhǔn)確,加工速度快脸秽;
缺點(diǎn):壓力小儒老,只能加工簡單的成形,效率較低记餐。
成形基本原理
成形基本原理下圖所示:
折彎刀(上模)
折彎刀的形式如下圖所示驮樊,加工時(shí)主要是根據(jù)工件的形狀需要選用,一般加工廠家的折彎刀形狀較多片酝,特別是專業(yè)化程度很高的廠家囚衔,為了加工各種復(fù)雜的折彎,定做很多形狀雕沿、規(guī)格的折彎刀练湿。
下模一般用V=6t(t為料厚)模。
影響折彎加工的因素有許多荡西,主要有上模圓弧半徑谴疾、材質(zhì)、料厚舵翘、下模強(qiáng)度昭怕、下模的母ぷ澹口尺寸等因素。為滿足產(chǎn)品的需求裙都,在保證折彎機(jī)使用安全的情況下渔舵,廠家已經(jīng)把折彎刀模系列化了,我們在結(jié)構(gòu)設(shè)計(jì)過程中需對現(xiàn)有折彎刀模有個(gè)大致的了解咽皮。見下圖左邊為上模劈遂,右邊為下模。

折彎加工順序的基本原則:
⊙髟ā(1)由內(nèi)到外進(jìn)行折彎度姑;
(2)由小到大進(jìn)行折彎呈枉;
〕媚帷(3)先折彎特殊形狀,再折彎一般形狀猖辫;
∷峙ⅰ(4)前工序成型后對后繼工序不產(chǎn)生影響或干涉。
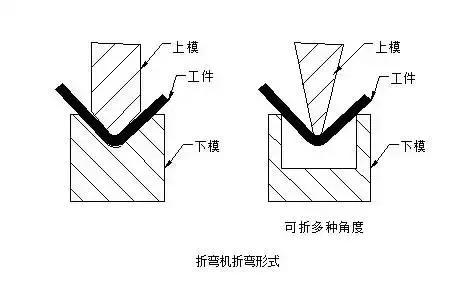
目前的折彎形式一般都是如下圖所示:
2
折彎半徑
鈑金折彎時(shí)啃憎,在折彎處需有折彎半徑芝囤,折彎半徑不宜過大或過小,應(yīng)適當(dāng)選擇辛萍。折彎半徑太小容易造成折彎處開裂悯姊,折彎半徑太大又使折彎易反彈。
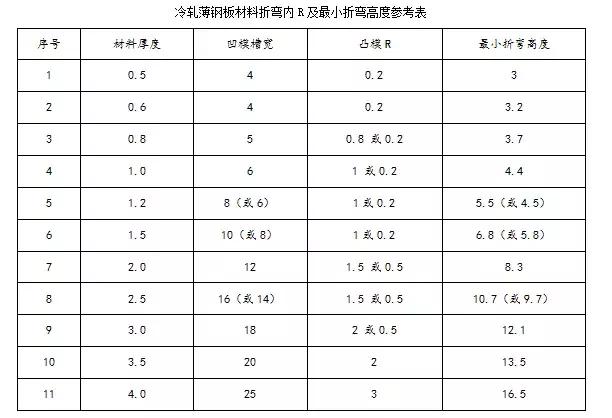
各種材料不同厚度的優(yōu)選折彎半徑(折彎內(nèi)半徑)見下表
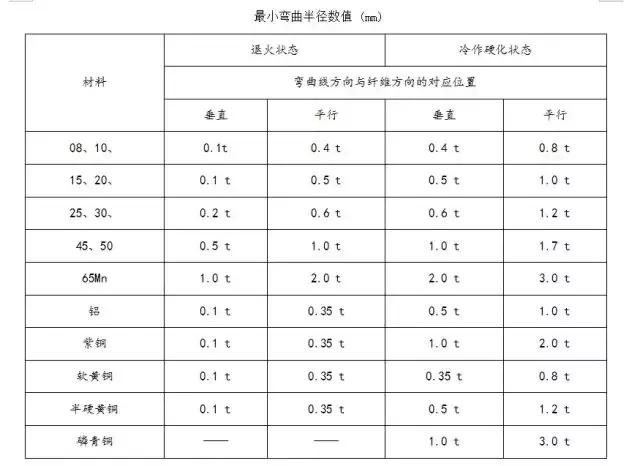
上表中的數(shù)據(jù)為優(yōu)選的數(shù)據(jù)贩毕,僅供參考之用悯许。實(shí)際上,廠家的折彎刀的圓角通常都是0.3辉阶,少量的折彎刀的圓角為0.5先壕。
對于普通的低碳鋼鋼板、防銹鋁板退旅、黃銅板熊赦、紫銅板等,內(nèi)圓角0.2都是沒有問題的呕长,但對于一些高碳鋼疆逸、硬鋁、超硬鋁悯堂,這種折彎圓角就會(huì)導(dǎo)致折彎斷裂巢段,或者外圓角開裂。
3
折彎回彈
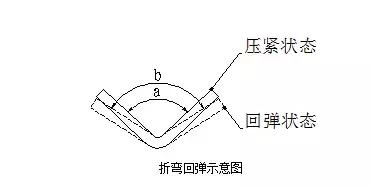
回彈角Δα=b-a
式中 b——回彈后制件的實(shí)際角度躯殷;
a—模具的角度溢棱。
回彈角的大小
單角90 o自由彎曲時(shí)的回彈角見下表。
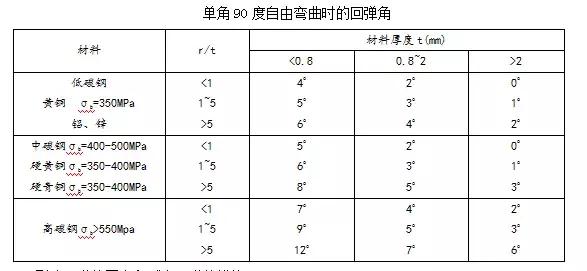
影響回彈的因素和減少回彈的措施
《栏(1)材料的力學(xué)性能 回彈角的大小與材料的的屈服點(diǎn)成正比吩伊,與彈性模量E成反比。對于精度要求較高的鈑金件婆沟,為了減少回彈便螟,材料應(yīng)該盡可能選擇低碳鋼,不選擇高碳鋼和不銹鋼等唠摹。
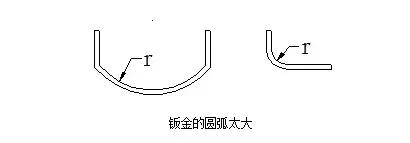
”獭(2)相對彎曲半徑r/t 越大,則表示變形程度越小勾拉,回彈角Δα就越大煮甥。這是一個(gè)比較重要的概念,鈑金折彎的圓角藕赞,在材料性能允許的情況下成肘,應(yīng)該盡可能選擇小的彎曲半徑,有利于提高精度斧蜕。特別是注意應(yīng)該盡可能避免設(shè)計(jì)大圓弧双霍,如下圖所示,這樣的大圓弧對生產(chǎn)和質(zhì)量控制有較大的難度:
4
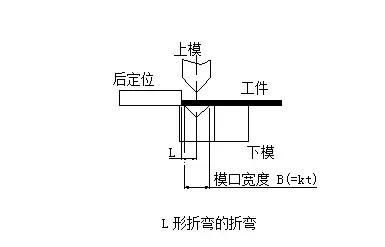
一次折彎的最小折彎邊計(jì)算
L形折彎的折彎時(shí)的起始狀態(tài)如下圖所示:
Z形折彎的折彎時(shí)的起始狀態(tài)如下圖所示
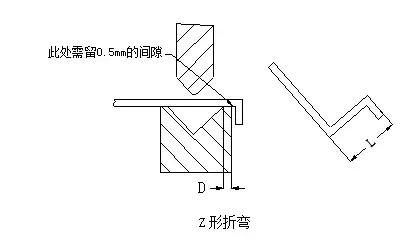
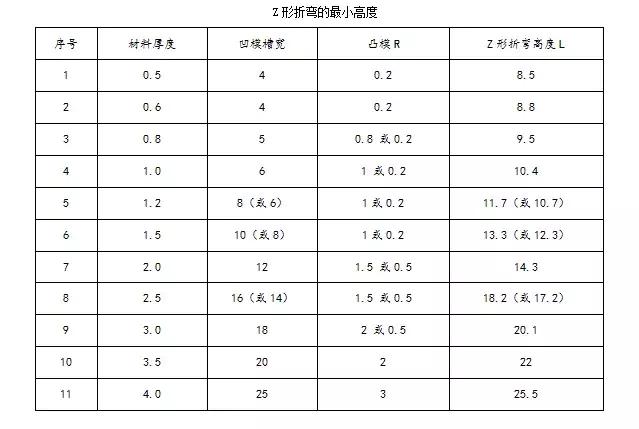
不同材料厚度的鈑金Z形折彎對應(yīng)的最小折彎尺寸L如下表所示:
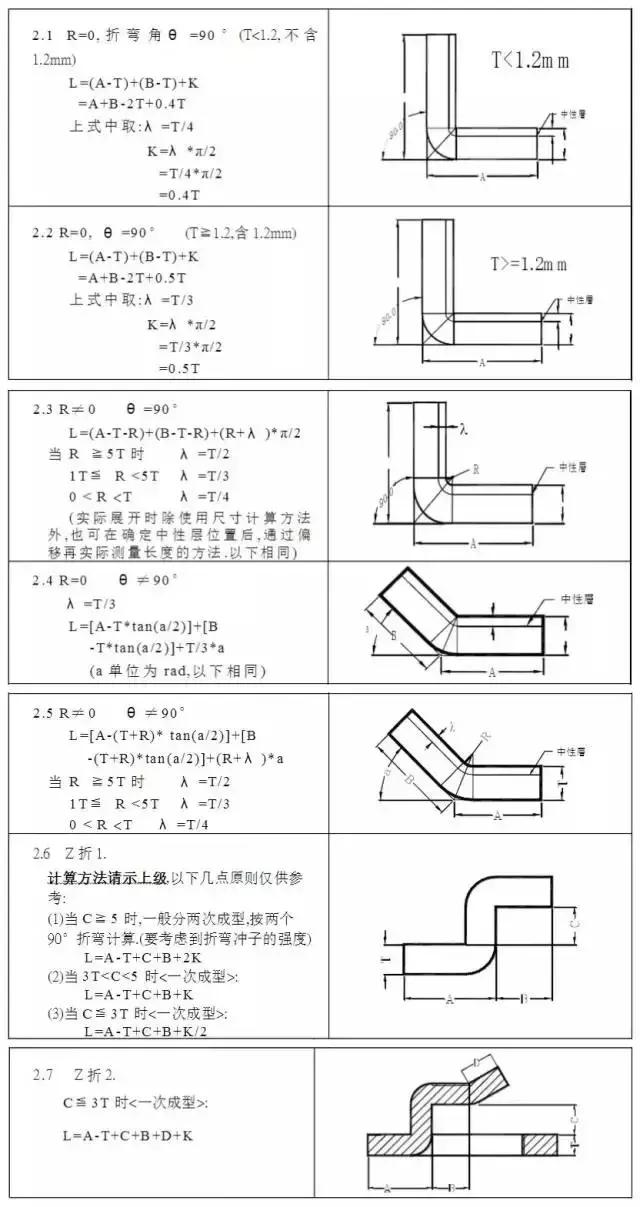
C.鈑金折彎展開快速計(jì)算方法
鈑金折彎跟展平時(shí)批销,材料一側(cè)會(huì)被拉長洒闸,一側(cè)被壓縮,受到的因素影響有:材料類型均芽、材料厚度丘逸、材料熱處理及加工折彎的角度。
展開計(jì)算原理:
1.板料在彎曲過程中外層受到拉應(yīng)力, 內(nèi)層受到壓應(yīng)力, 從拉到壓之間有一既不受拉力又不受壓力的過渡層稱為中性層; 中性層在彎曲過程中的長度和彎曲前一樣, 保持不變, 所以中性層是計(jì)算彎曲件展開長度的基準(zhǔn).
2.中性層位置與變形程度有關(guān), 當(dāng)彎曲半徑較大, 折彎角度較小時(shí), 變形程度較小, 中性層位置靠近板料厚度的中心處; 當(dāng)彎曲半徑變小, 折彎角度增大時(shí), 變形程度隨之增大, 中性層位置逐漸向彎曲中心的內(nèi)側(cè)移動(dòng). 中性層到板料內(nèi)側(cè)的距離用λ表示.
展開計(jì)算的基本公式:
展開長度 = 料內(nèi)+料內(nèi)+補(bǔ)償量
鈑金零件的工程師和鈑金材料的銷售商為保證最終折彎成型后零件所期望的尺寸肝珍,會(huì)利用各種不同的算法來計(jì)算展開狀態(tài)下備料的實(shí)際長度展管。其中最常用的方法就是簡單的“掐指規(guī)則”,即基于各自經(jīng)驗(yàn)的算法否胜。通常這些規(guī)則要考慮到材料的類型與厚度瓣老,折彎的半徑和角度,機(jī)床的類型和步進(jìn)速度等等忽愧。
另一方面崇已,隨著計(jì)算機(jī)技術(shù)的出現(xiàn)與普及,為更好地利用計(jì)算機(jī)超強(qiáng)的分析與計(jì)算能力脑苫,人們越來越多地采用計(jì)算機(jī)輔助設(shè)計(jì)的手段贱起,但是當(dāng)計(jì)算機(jī)程序模擬鈑金的折彎或展開時(shí)也需要一種計(jì)算方法以便準(zhǔn)確地模擬該過程。雖然僅為完成某次計(jì)算而言舱踊,每個(gè)商店都可以依據(jù)其原來的掐指規(guī)則定制出特定的程序?qū)崿F(xiàn)迫扫,但是疮窟,如今大多數(shù)的商用CAD和三維實(shí)體造型系統(tǒng)已經(jīng)提供了更為通用的和強(qiáng)大功能的解決方案。
現(xiàn)在很多學(xué)習(xí)模具設(shè)計(jì)的小伙伴越來越多诬絮,很多人問我有沒有資料鬼癣,第一本書看什么比較好,根據(jù)你們的需求啤贩,我將一些模具設(shè)計(jì)的資料進(jìn)行了分類管理待秃,希望你們能在模具行業(yè)前途無量。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò)痹屹,若內(nèi)容涉嫌侵權(quán)章郁,請告知我們刪除!
