沖壓多工位級(jí)進(jìn)模拦盹,原來(lái)是這么個(gè)原理笼万!
作者:五金沖壓件 文章來(lái)源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-06-11 17:41
一伪给、工藝分析
圖1所示為等離子電視連接支架寥伍。材料為SPCD盾倍,料厚為1.6mm薪丁,原工藝采用1副多工位彎曲級(jí)進(jìn)模和一副鉚接模來(lái)完成候醒,也就是說(shuō)在專業(yè)廠家采購(gòu)的鉚釘和在多工位級(jí)進(jìn)模生產(chǎn)出的彎曲件經(jīng)過(guò)鉚接模鉚合在一起为牍。所需模具及設(shè)備多哼绑,機(jī)床利用率低,而且成本較高碉咆,并且制件的鉚接部分在流水線上安裝時(shí)容易脫落抖韩、松動(dòng)導(dǎo)致質(zhì)量不穩(wěn)定。
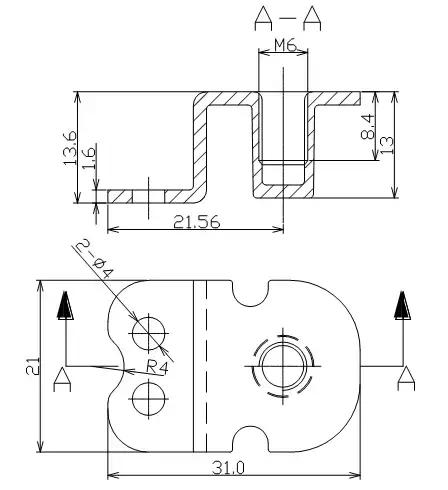
圖1 等離子電視連接支架
經(jīng)分析盆篡,設(shè)計(jì)成自動(dòng)送料的一出二連續(xù)拉深多工位級(jí)進(jìn)模來(lái)生產(chǎn)豹炊,并在級(jí)進(jìn)模內(nèi)設(shè)計(jì)有自動(dòng)攻螺紋技術(shù),這樣一來(lái)大大降低工人的勞動(dòng)強(qiáng)度和生產(chǎn)成本春异。有效保證了制件的質(zhì)量遂报,提高該制件在市場(chǎng)的競(jìng)爭(zhēng)能力。
該制件須向下拉深氛坪、彎曲較為合理瞳弱。并要求在制件的拉深內(nèi)徑攻M6螺紋孔,那么在生產(chǎn)中需經(jīng)過(guò)沖切外形廢料骡侮、拉深纽债、攻螺紋、彎曲束沼、切斷等工序組合而成倚痰,均經(jīng)合理分解后,按一定的成形順序要求設(shè)置在不同的沖壓工位上揣誓。
該制件內(nèi)孔為M6的擠壓攻螺紋系谐,經(jīng)過(guò)積累的經(jīng)驗(yàn)得出,滿足該制件的M6螺牙盏混,那么對(duì)攻螺紋前拉深內(nèi)徑要控制在∅5.65±0.02mm才能達(dá)成蔚鸥。如攻螺紋前拉深內(nèi)徑偏大會(huì)造成M6的螺牙不飽和,反之內(nèi)徑偏小造成擠壓絲錐容易折斷许赃,將無(wú)法正常生產(chǎn)止喷。其中M6的螺紋孔馆类,要求在級(jí)進(jìn)模內(nèi)同時(shí)完成自動(dòng)攻螺紋工藝。由壓力機(jī)一次行程生產(chǎn)出2個(gè)完整的拉深弹谁、彎曲及攻螺紋的制件乾巧,故生產(chǎn)效率高,但同時(shí)在沖壓過(guò)程中實(shí)現(xiàn)拉深预愤、彎曲及自動(dòng)攻螺紋等功能大大提高了模具設(shè)計(jì)與制造的難度沟于。
二、排樣設(shè)計(jì)
該制件排樣設(shè)計(jì)時(shí)主要考慮以下幾個(gè)方面植康。
】跆①模具剛性好、精度高的級(jí)進(jìn)模通用模架销睁,攻螺紋模塊位于模具的中部祟勿,因而模具結(jié)構(gòu)設(shè)計(jì)成 4大模塊:沖裁、拉深模塊累筋,單獨(dú)拉深模塊耀旅,攻螺紋模塊、彎曲及載體與制件分離模塊书瘤。
「蹬②合理制定工位數(shù),以適應(yīng)模架周界及考慮累積誤差對(duì)零件精度的影響叙杨。
≡帷③復(fù)雜的型孔應(yīng)分解為若干個(gè)簡(jiǎn)單的孔形,并分成幾步進(jìn)行沖裁占窥,使模具制造簡(jiǎn)單学虑,但同一尺寸或位置精度要求高的部位應(yīng)盡量在同一工位上沖壓出。
∷艉!④合理制定步距欲炉,以適應(yīng)凹模強(qiáng)度及攻螺紋模塊的位置。
≡藜尽⑤由于零件帶有工藝切口愧捕、拉深、攻螺紋申钩、沖孔次绘、彎曲等工序,各工序的先后應(yīng)按一定的次序而定撒遣,以有利于下道工序的進(jìn)行為準(zhǔn)邮偎,并應(yīng)先拉深再攻螺紋,接下來(lái)在彎曲等工作,前后次序不能對(duì)調(diào)禾进。
』砼堋⑥排樣時(shí)必須合理安排導(dǎo)正銷孔的位置,以適應(yīng)制件精度要求泻云。
⊥摹⑦需要沖制的制件與載體的連接應(yīng)具有足夠的強(qiáng)度和剛度,以保證帶料在沖壓過(guò)程中連續(xù)送進(jìn)的穩(wěn)定性宠纯。
⌒断Α⑧盡可能使級(jí)進(jìn)模的壓力中心與壓力機(jī)的壓力中心一致。
≡嗪铩⑨盡可能提高材料的利用率以節(jié)約成本讨拷。
結(jié)合以上幾方面的要點(diǎn),該制件共有22個(gè)工位常择,排樣見圖2所示姨痊,
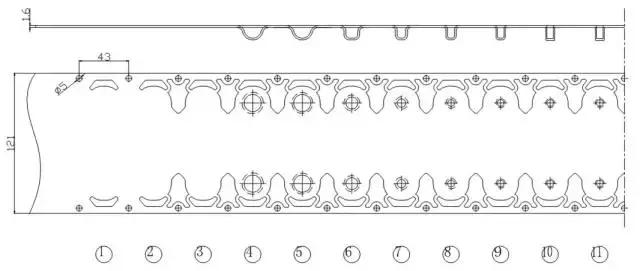
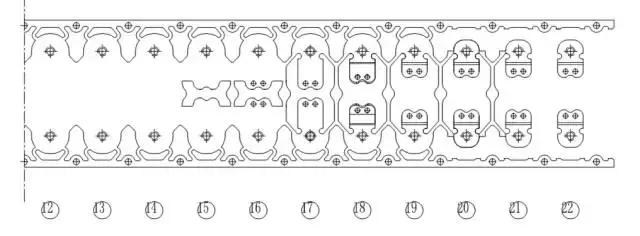
圖2 排樣圖
具體工位安排如下:
工位①:沖導(dǎo)正銷孔及沖切廢料;
工位②笆赤、③:沖切廢料;
工位④:首次拉深魂欺;
工位⑤:空工位粮唯;
工位⑥:二次拉深;
工位⑦:三次拉深虏绑;
工位⑧:四次拉深浇找;
工位⑨:五次拉深;
工位⑩:六次拉深就壳;
工位11:整形搭为;
工位12:空工位;
工位13:攻螺紋涤伐;
工位14:空工位馒胆;
工位15:沖切廢料;
工位16:沖孔凝果;
工位17:沖切廢料祝迂;
工位18:彎曲45°;
工位19:彎曲90°器净;
工位20型雳、21:沖切廢料;
工位22:制件與載體分離山害。
三纠俭、模具結(jié)構(gòu)設(shè)計(jì)
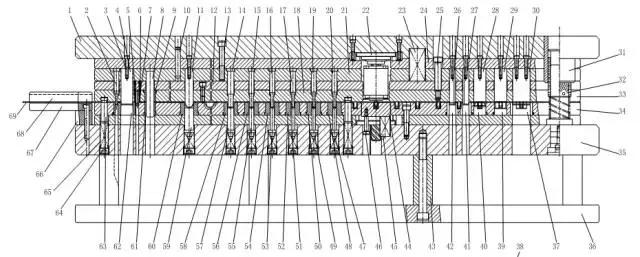
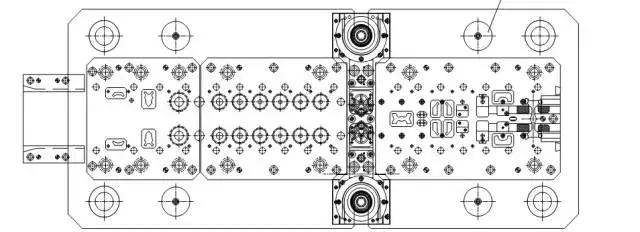

圖3 模具結(jié)構(gòu)圖
1.模具結(jié)構(gòu)特點(diǎn)
1) 采用滾動(dòng)式自動(dòng)送料機(jī)構(gòu)傳送各工位之間的沖裁、拉深浪慌、攻螺紋及彎曲等工作冤荆,用浮動(dòng)導(dǎo)料銷導(dǎo)料欧瘪、頂桿及頂塊抬料,利用切斷凹模將已成形好的制件從帶料上切斷匙赞,使分離后的制件左側(cè)尾部下裝有輕微的浮料塊向上頂佛掖,沿著下模板銑出的斜坡滑下。
2)采用剛性好季距、精度高的級(jí)進(jìn)模通用模架虚蹋。以確保上下模對(duì)準(zhǔn)精度,該模具采用4個(gè)精密滾珠鋼球?qū)е锴粸楸WC卸料板與各凸模之間的間隙抄娜,在卸料板及下模板上設(shè)計(jì)了小導(dǎo)套,從而大大增加模具的使用壽命毙纫。該模具由4大模塊組成砂彻,即沖裁、拉深模塊港排,單獨(dú)拉深模塊搪狗,攻螺紋模塊,彎曲及載體與制件分離模塊筑背。
3)攻螺紋模塊工作原理:
其原理為:在壓力機(jī)下行時(shí)跛究,通過(guò)裝在上模座的蝸桿,帶動(dòng)攻螺紋模塊中的蝸輪旋轉(zhuǎn)寸靶,使模具的上重虑、下運(yùn)動(dòng)轉(zhuǎn)換為攻螺紋模塊中絲錐夾頭的旋轉(zhuǎn)運(yùn)動(dòng),從而實(shí)現(xiàn)攻螺紋功能秦士。當(dāng)模具碰到異常時(shí)缺厉,蝸輪旋轉(zhuǎn)部分自動(dòng)分離,攻螺紋模塊中絲錐夾頭停止旋轉(zhuǎn)運(yùn)動(dòng)隧土,這樣能很好的起到保護(hù)絲錐作用提针。
4)該模具除了上、下模座采用滾動(dòng)導(dǎo)向裝置外次洼,模具內(nèi)部4大模塊分別在上模固定板关贵、卸料板、凹模板之間各裝有 4對(duì)及2對(duì)不同的小導(dǎo)柱卖毁、導(dǎo)套作模具的精密內(nèi)導(dǎo)向揖曾。小導(dǎo)柱與小導(dǎo)套采用標(biāo)準(zhǔn)件,導(dǎo)柱與導(dǎo)套的間隙可控制在0.005 mm左右亥啦,沖壓時(shí)輸入潤(rùn)滑油炭剪,產(chǎn)生的油膜填充了導(dǎo)柱與導(dǎo)套的間隙,達(dá)到無(wú)間隙滑動(dòng)導(dǎo)向的要求。在安裝時(shí)其中沖裁奴拦、拉深模塊颖倾、單獨(dú)拉深模塊,彎曲及載體與制件分離模塊的小導(dǎo)柱固定于上模固定板上天库,攻螺紋模塊的小導(dǎo)柱固定于凹模墊板上才褂。
5)本模具中,為了消除送料累積誤差和高速?zèng)_壓所產(chǎn)生的振動(dòng)及沖壓成形時(shí)所造成的帶料竄動(dòng)都泥,通常由自動(dòng)送料裝置作送料粗定位详贿,導(dǎo)正銷作精定距。合理安排導(dǎo)正銷位置與數(shù)量十分重要岗蚪。在設(shè)計(jì)中前段工位先沖出導(dǎo)正銷孔权惊,并在后序的工位中,根據(jù)工位數(shù)優(yōu)先最容易竄動(dòng)的部位設(shè)置導(dǎo)正銷汰材。帶料在攻螺紋模塊攻螺紋時(shí)竄動(dòng)尤為厲害抹播,因而在攻螺紋模塊前后兩端各設(shè) 2個(gè)導(dǎo)正銷,且該導(dǎo)正銷一定要在攻螺紋絲錐接觸帶料之前進(jìn)入導(dǎo)正孔像鹤,這樣才能保證攻螺紋順利進(jìn)行痒拧。考慮到制件彎曲后送料容易造成變形循头,在彎曲區(qū)及切斷前各增加了2個(gè)導(dǎo)正銷绵估。
2.模具零部件設(shè)計(jì)
1)固定板墊板镰掐、卸料板墊板及下模板墊板設(shè)計(jì)
固定板墊板核瘤、卸料板墊板及下模板墊板在沖壓過(guò)程中直接與凸模粘姜、卸料板鑲件及凹模接觸,不斷受到?jīng)_擊載荷的作用全跨,對(duì)其變形程度要嚴(yán)格限制,否則工作時(shí)就會(huì)造成凸亿遂、凹模等不穩(wěn)定浓若。故材料選用Cr12鋼,熱處理硬度為53~55HRC蛇数,這種材料具有很高的抗沖擊韌性挪钓,符合使用要求。
2)卸料板結(jié)構(gòu)設(shè)計(jì)
卸料板采用彈壓卸料裝置耳舅,具有壓緊碌上、導(dǎo)向、成形浦徊、保護(hù)及卸料的作用条嚼。故材料選用日本冷作模具鋼SKDII,熱處理硬度為58~60HRC。卸料板與凸模單面間隙為0.01~0.02mm齿贡。因級(jí)進(jìn)模卸料力較大村会,沖壓力不平衡,固采用矩形重載荷彈簧饮乃,彈簧放置應(yīng)對(duì)稱泌拐、均衡。
3)下模固定板結(jié)構(gòu)設(shè)計(jì)
該模具下模固定板采用鑲拼式結(jié)構(gòu)刀饥,既保證了各型孔加工精度威球,也保證了模具的強(qiáng)度要求,故材料采用日本冷作模具鋼SKDII敲骏,其熱處理硬度為58~60HRC樊淑。此材料屬于高耐磨性冷作工具鋼,這種鋼具有很高的硬度蝇降、耐磨性和抗壓強(qiáng)度铜缠。其滲透性也很高,熱處理變形小饵骨,可達(dá)微變形程度翘悉。
4)凹模鑲件設(shè)計(jì)
沖裁、彎曲凹模鑲件材料采用日本冷作模具鋼SKH-9居触,其熱處理硬度為60~62HRC妖混,拉深凹模采用硬質(zhì)合金(YG15)來(lái)制造。
5) 凸模設(shè)計(jì)
對(duì)于多工位級(jí)進(jìn)模轮洋,在設(shè)計(jì)時(shí)制市,首先考慮其工藝性要好,制造容易弊予,模刃修整方便祥楣。沖裁圓孔及拉深所使用的凸模按整體式設(shè)計(jì),為改善其強(qiáng)度汉柒,在中間增加過(guò)渡階梯误褪,大端部份臺(tái)階用于固定。對(duì)于截面較大但形狀復(fù)雜的凸模碾褂,采用直通式設(shè)計(jì)兽间,以便于線切割加工。此模具凸模與固定板的配合關(guān)系改變了傳統(tǒng)的過(guò)盈壓入达迁,而采用小間隙滑動(dòng)配合寇羔,凸模與固定板單面間隙為 0.015 mm ,而其工作部分與卸料板精密配合耗萝,單面間隙僅0.01mm世荐,凸模通過(guò)卸料板后否因,能順利進(jìn)入凹模,且間隙均勻介腻。這種結(jié)構(gòu)反而提高了凸模的垂直精度榔晃,同時(shí)卸料板對(duì)凸模還起到了保護(hù)作用,并使凸模裝配簡(jiǎn)易酱滞,維修和調(diào)換易損備件更加方便招殊。
(文章轉(zhuǎn)載于網(wǎng)絡(luò),僅供學(xué)習(xí)分享诲猴,如侵權(quán)秆候,請(qǐng)聯(lián)系刪除)
現(xiàn)在很多學(xué)習(xí)模具設(shè)計(jì)的小伙伴越來(lái)越多,很多人問(wèn)我有沒(méi)有資料慌回,第一本書看什么比較好刺洒,根據(jù)你們的需求,我將一些模具設(shè)計(jì)的資料進(jìn)行了分類管理吼砂,希望你們能在模具行業(yè)前途無(wú)量逆航。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò),若內(nèi)容涉嫌侵權(quán)渔肩,請(qǐng)告知我們刪除!
