沖壓模具設(shè)計(jì)流程及參數(shù)表(精品)
作者:五金沖壓件 文章來(lái)源: 本站原創(chuàng) 發(fā)布時(shí)間:1970-01-01 08:00
一:產(chǎn)品導(dǎo)入
1 精密模具沖壓常規(guī)產(chǎn)品導(dǎo)入流程
1.1產(chǎn)品圖→加工圖→排樣圖→結(jié)構(gòu)圖→組立圖→模具圖紙
1.2 連續(xù)模具排樣圖及結(jié)構(gòu)圖須審核
1.3 單沖模具排樣圖及結(jié)構(gòu)圖須審核
1.3 模具圖紙須審核簽字生效旧育,圖紙規(guī)范清晰
2 樣品控制流程
現(xiàn)場(chǎng)提供樣品→自檢→品管部檢測(cè)→檢測(cè)報(bào)告→檢測(cè)報(bào)告確認(rèn)→工程部→客戶(hù)
二:模具設(shè)計(jì)
1.模具設(shè)計(jì)流程
〈シā(1) 模具設(shè)計(jì)流程圖
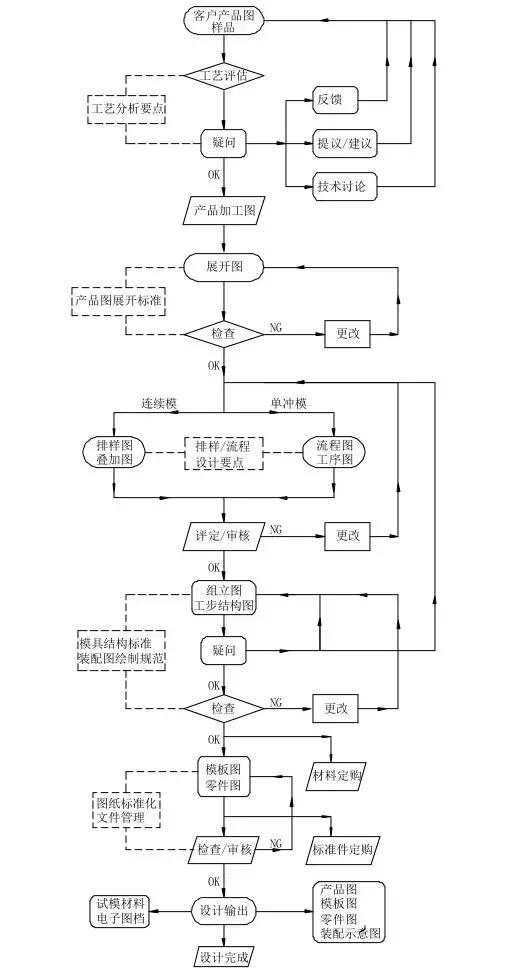
∪虐(2) 此為模具設(shè)計(jì)基本流程晌砾,一般情況下汪阱,都應(yīng)遵循該流程的步驟來(lái)規(guī)劃及實(shí)施設(shè)計(jì)工作座舍。對(duì)于某些特殊產(chǎn)品的設(shè)計(jì)港令,在此流程基礎(chǔ)上淡喜,可以依實(shí)際情況適當(dāng)變更秕磷。
2. 產(chǎn)品圖、展開(kāi)圖炼团、加工(工序)圖澎嚣、料帶圖的繪制規(guī)范
(1) 產(chǎn)品圖 開(kāi)模用的產(chǎn)品圖或產(chǎn)品(樣品)由客戶(hù)及文控中心提供存妇。因產(chǎn)品圖均來(lái)自于各個(gè)客戶(hù)男软,規(guī)范不一,且有圖面不清晰唉奇,標(biāo)注不完善灯烤,尺寸或檢測(cè)基準(zhǔn)混亂,或者人為疏忽造成的錯(cuò)誤闻街。故應(yīng)以原圖紙為基礎(chǔ)欧蠢,在忠于原設(shè)計(jì)的前提下,自行繪制本廠自用的產(chǎn)品圖架讳。對(duì)于客戶(hù)圖紙中的工藝問(wèn)題榴烦,及時(shí)與客戶(hù)的工程師溝通,難以達(dá)到的工藝或結(jié)構(gòu)要求文饱,可與對(duì)方工程師協(xié)商绝壹,通過(guò)降低工藝要求、更改產(chǎn)品結(jié)構(gòu)或者增加工藝輔助手段的方法來(lái)解決融吓。對(duì)客戶(hù)原圖紙不得更改判阀,原樣保存晰绎。客戶(hù)提供的樣品括丁,用各種手段準(zhǔn)確測(cè)繪出樣品尺寸荞下,作成產(chǎn)品圖∈贩桑客戶(hù)樣品要妥善保存尖昏。給制的產(chǎn)品圖需數(shù)據(jù)準(zhǔn)確,要求明了构资,尺寸標(biāo)注完善抽诉,公差合理,便于檢測(cè)吐绵。
〖L省(2) 加工圖 產(chǎn)品圖確認(rèn)后,開(kāi)始制訂加工圖己单。加工圖的制訂要注意以下幾個(gè)要
點(diǎn):
A: 產(chǎn)品尺寸的取值分沖孔與落料兩種情況唉窃。沖孔尺寸是由沖頭決定的,落料尺寸是由凹模決定的纹笼。
B: 產(chǎn)品公差的取值以產(chǎn)品圖為主纹份,產(chǎn)品圖上標(biāo)有公差的,按圖紙執(zhí)行炫允,產(chǎn)品圖上未注公差的培幽,以客戶(hù)慣用的公差為準(zhǔn).
公差取值方向參考圖 1-1。 對(duì)于沖裁后會(huì)變大的尺寸睛村,加工圖尺寸為其下偏差的 2/3绎编,對(duì)于沖裁后會(huì)變小的尺寸,加工圖尺寸為其上偏差的 2/3川骗。對(duì)于孔心距和孔邊距等沖裁后尺寸基本保持不變的演穗,則按中間公差取值。
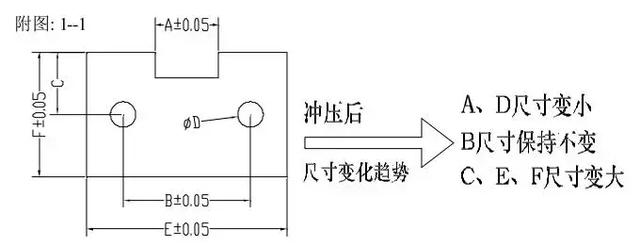
C: 考慮產(chǎn)品在成型過(guò)程中的變形趨勢(shì)核宿,針對(duì)這些變形情況采取一些預(yù)先補(bǔ)救的措施烘韩。
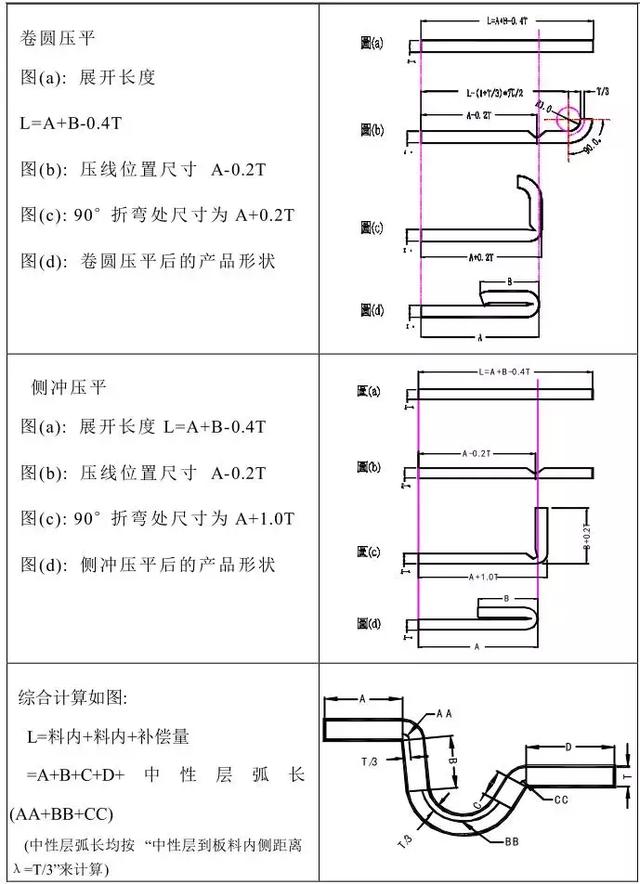
(3) 展開(kāi)圖 展開(kāi)圖依據(jù)加工圖顾篡,對(duì)各段彎曲長(zhǎng)度按順序標(biāo)明室用,以便于檢查。
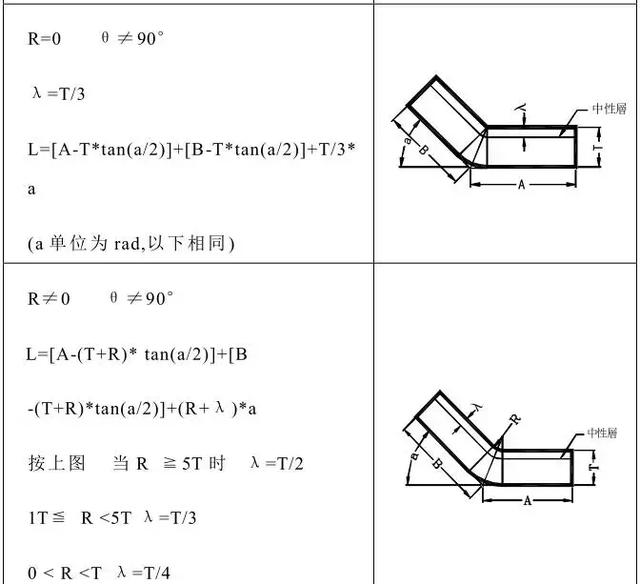
A: 展開(kāi)計(jì)算原理 板料在彎曲過(guò)程中外層受到拉應(yīng)力在竹,內(nèi)層受到壓應(yīng)力添瓷,從拉到壓之間有一既不受拉力又不受壓力的過(guò)渡層--中性層,中性層在彎曲過(guò)程中的長(zhǎng)度和彎曲前一樣值纱,保持不變鳞贷,所以中性層是計(jì)算彎曲件展開(kāi)長(zhǎng)度的基準(zhǔn)坯汤,中性層與板料厚度的中間層是不同的概念。中性層位置與變形程度有關(guān)搀愧,當(dāng)彎曲半徑較大,折彎角度較小時(shí)惰聂,變形程度較小,中性層位置靠近板料厚度的中心處咱筛;當(dāng)彎曲半徑變小搓幌,折彎角度增大時(shí),變形程度隨之增大迅箩,中性層位置逐漸向彎曲中心的內(nèi)側(cè)移動(dòng)溉愁。中性層到板料內(nèi)側(cè)的距離用λ表示.
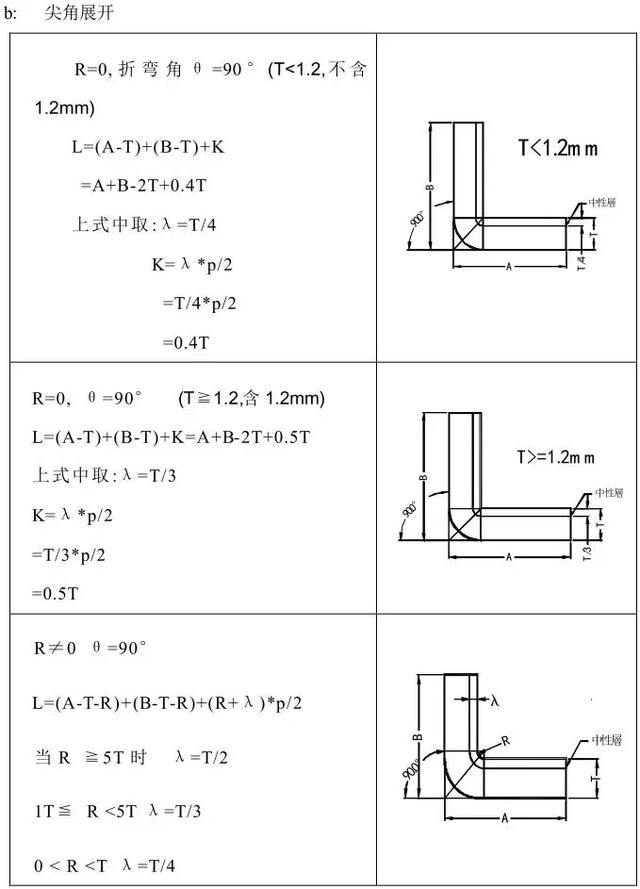
B: 展開(kāi)計(jì)算方法 基本公式: 產(chǎn)品展開(kāi)長(zhǎng)度=料內(nèi)+料內(nèi)+補(bǔ)償量
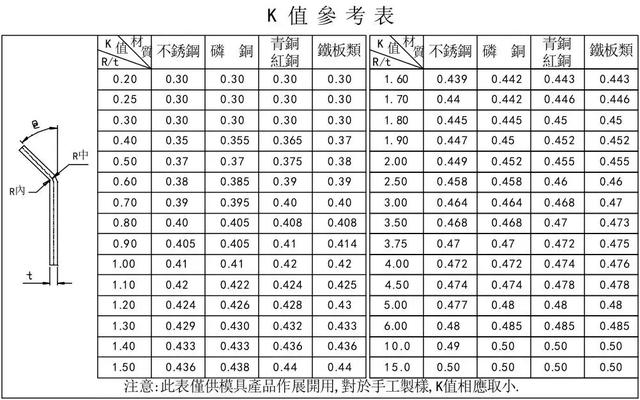
a: R 角展開(kāi) 以中性層材料長(zhǎng)度不變?yōu)檎归_(kāi)原則。
R 中=R 內(nèi)+Kt
∷乔鳌(4) 料帶圖(工序圖拐揭、排樣圖)
(1) 根據(jù)客戶(hù)要求,產(chǎn)品精度奕塑,產(chǎn)品的產(chǎn)量愧陈,模具壽命,工藝特性等來(lái)決定采用連續(xù)模還是單工序模踏蚓。
(1) 根據(jù)產(chǎn)品要求精度激撮、模具生產(chǎn)總量、模具生產(chǎn)速度等決定模具精度等級(jí)的劃分惫投。精密連續(xù)模具分 A、B衷玩、C蹬谁、D 四個(gè)等級(jí),精密單工序模具分為甲盾倍、乙癞烈、丙三個(gè)等級(jí)。等級(jí)劃分標(biāo)準(zhǔn)見(jiàn)下表:

(1) 沖裁件在條料上的布置方法稱(chēng)為排樣膀钝。每一個(gè)工件都會(huì)有多種的排樣方案堕常。
排樣方式有直排,單行排列萎煤,多行排列缤弦,斜排列,對(duì)頭直排彻磁,對(duì)頭斜排等碍沐。
排樣工作雖然簡(jiǎn)單,但很重要衷蜓。排樣的原則有 4 點(diǎn):
a: 提高材料利用率 材料利用率占到?jīng)_件總成本的 60%以上累提,是一項(xiàng)很重要的經(jīng)濟(jì)指標(biāo)尘喝。沖裁過(guò)程中產(chǎn)生的廢料分結(jié)構(gòu)廢料和工藝廢料兩種。排樣時(shí)應(yīng)盡量減少工藝廢料斋陪,提高材料利用率朽褪。
b: 操作方便、安全无虚,減輕工人勞動(dòng)強(qiáng)度 對(duì)單工序模具而言缔赠,材料在沖裁過(guò)中翻動(dòng)要少,在材料利用率相同或相近的情況下骑科,應(yīng)盡可能選條料寬橡淑、進(jìn)距小的排樣方案。
c: 使模具結(jié)構(gòu)簡(jiǎn)單账菊,模具壽命較高祥喳。
d: 排料應(yīng)保證沖裁件的質(zhì)量。這一點(diǎn)將在下一節(jié)詳細(xì)說(shuō)明册吹。
(1) 精密連續(xù)模具在確定排樣圖之前貌硬,先做沖裁沖頭迭加圖。做此圖的目的是保證將所有的廢料都沖完馒狡,獲得完整的產(chǎn)品嚣褐。首先要確定制品的毛邊面,制品料紋方向要求煮肋,步距逸茅,條料寬度,制品的基準(zhǔn)面响友,合理的搭邊及送料方向详不。要考慮到?jīng)_頭的先后順序,彎曲的先后順序扳辉,定位孔及搭邊位置等妖救。
沖裁沖頭的形狀應(yīng)盡量做到以下幾點(diǎn):
a: 盡量避免長(zhǎng)方形沖頭,因?yàn)殚L(zhǎng)方形沖頭易跳廢料粒梦。
b: 沖頭應(yīng)避免過(guò)長(zhǎng)的懸臂與狹槽亮航。因?yàn)閼冶蹠?huì)影響沖頭的強(qiáng)度。狹槽會(huì)影響到凹模的強(qiáng)度匀们。沖頭盡量避免尖角缴淋。
c; 沖頭應(yīng)做防脫料結(jié)構(gòu),并考慮到加工工藝昼蛀,盡量利用磨床及線割加工宴猾,減少放電加工。
d: 兩個(gè)沖頭的連接處會(huì)有接口叼旋,在保證順利沖裁的情況下仇哆,盡量減小產(chǎn)品上沖頭接口位置的大小沦辙,對(duì)某些產(chǎn)品,接口的大小讹剔、位置及形狀油讯,要與客戶(hù)商討共同制訂。
(1) 將沖頭迭加圖中的沖頭及成形工序分布于模具中的適當(dāng)位置延欠,即為排樣圖陌兑。
根據(jù)圖紙及工藝要求,綜合考慮禽虹。排樣圖注意以下幾點(diǎn):
a: 相對(duì)位置公差要求高的孔或決定中心線位置的孔要在同一步?jīng)_出素司。
b: 若段曲上有沖孔或其它工序,并且這些工序的位置精度要求高赌置,建議段曲后再?zèng)_孔或其它成形押逾,這樣可以避免由于段曲展開(kāi)不準(zhǔn)而影響尺寸。
c: 若制品中有對(duì)稱(chēng)彎曲蓝捌,建議對(duì)稱(chēng)彎曲在同一步成形眶洗。可以使受力平衡饵朱,若若制品的彎曲邊較長(zhǎng)堤网,為了使受力平衡,可以設(shè)計(jì)成工藝平衡彎曲椰完,彎曲后將工藝彎曲沖掉贫肌。
d: 制品中的拉深或其它工序,在成形時(shí)可能對(duì)其附近的寸法有影響辨批∩厦海可以將這些工序提前成形。
搭邊是指相鄰沖裁件間的余料著淆,或沖裁件到條料邊間的余料。搭邊的大小與產(chǎn)品的大小及復(fù)雜程度有關(guān)系拴疤,產(chǎn)品大或彎曲邊較長(zhǎng)永部,搭邊值應(yīng)大些。
∧欧(2)排樣線型苔埋、顏色、圖層設(shè)定:
料帶層 MATER 層 顏色 8 號(hào)灰色 實(shí)線
沖孔蜒犯、切邊组橄、落料、半剪罚随、撕破等為 1 層 顏色 1 號(hào)紅色 實(shí)線
印字玉工、打凸羽资、倒角、壓毛邊等 2 層 顏色 2 號(hào)黃色 實(shí)線
折彎遵班、成形魏蜒、翻邊、抽牙等 3 層 顏色 3 號(hào)黃色 下折內(nèi)邊為虛線
上折為實(shí)線有蒲。
標(biāo)注发凹、說(shuō)明為 4層 4 號(hào)色 實(shí)線
排樣圖經(jīng)審核及集體評(píng)審,確認(rèn)無(wú)誤后冈柑,進(jìn)入下一工作流程衍康。
3. 模具總圖的繪制
(1) 排樣圖確定后,開(kāi)始繪制模具總圖衔密。
a: 總圖中圖層的設(shè)定:
MATER 排樣圖 4 標(biāo)注
UP (上模座 ) UB (上墊板)
PH (公夾板) PUNCH 沖頭
PPS (止檔板) PS (脫料板)
PS_P 脫板入子 DIE (下模板)
DIE_P 下模入子
LB (下墊板) LP (下模座)
B2 (下墊塊) B1 (下托板)
b: 關(guān)于線種鞍票、線色的說(shuō)明:
沖頭、入子外形輪廓線 2 號(hào)黃色 線割孔 1號(hào)紅色
銑加工輪廓線 40 號(hào)棕色
放電加工線 40 號(hào)棕色 鉆加工 40 號(hào)棕色
模板外形 7 號(hào)白色
使用的線色應(yīng)始終保持一致苏蒿×┠酰可見(jiàn)部分的圖線為實(shí)線,不可見(jiàn)部分用虛線嫉鸳。
(2) 模具結(jié)構(gòu)圖
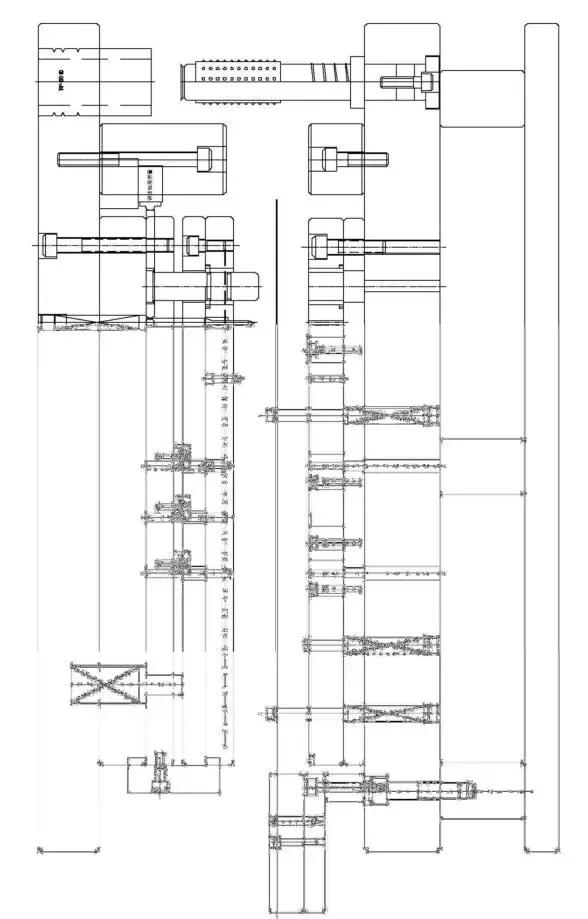
(3) 精密連續(xù)模具結(jié)構(gòu)的選用 根據(jù)產(chǎn)品精度及生產(chǎn)總量患达,確定模具等級(jí)。以模具
等級(jí)為依據(jù)喷聪,選用模具結(jié)構(gòu)习劫。上圖為連續(xù)模結(jié)構(gòu)。
(4) 模具模板標(biāo)準(zhǔn)
☆ 范本長(zhǎng)度超過(guò) 500MM 的嚼隘,需要分板诽里,兩塊板之間要加連接扣。
☆ 根據(jù)沖裁產(chǎn)品的料厚及模具長(zhǎng)度飞蛹,適當(dāng)增加上模座板及下模座板的厚度
☆ 在脫料板及下模板進(jìn)行真空熱處理之后谤狡,其中,A 級(jí)精度的模具制造卧檐,脫料
板及下模板需進(jìn)行超深處理墓懂。B 級(jí)精度的模具制造,脫料板及下模板需進(jìn)行
深冷處理霉囚。
☆ 上捕仔、下模座板上需加攻吊環(huán)螺絲孔,視模具大小決定攻 M16—M24 等盈罐。
☆ 脫料板及下模板側(cè)面需有安裝模具安全檢測(cè)工具的螺孔位置榜跌。
☆ 對(duì)于大型模具,墊腳的安放要考慮到模具搬運(yùn)的方便性。留叉車(chē)位邪胳。
☆ 范本小于 300MM 的模具擅很,外導(dǎo)柱選用直徑 28MM 的。模板尺寸大于 300MM
的模具彻芒,視實(shí)際情況選擇外導(dǎo)柱組件赴仪。
☆ 有外導(dǎo)柱的模具,外導(dǎo)柱放置時(shí)尘晓,要考慮到合模時(shí)的防呆换橱。沒(méi)有外導(dǎo)柱的模
具,也要將內(nèi)導(dǎo)柱適當(dāng)調(diào)整位置验阱,避免合模時(shí)裝反舔躏。
☆ 所有范本上,需留工藝加工基準(zhǔn)孔降蹋。具體為粗加工時(shí)防擎,在模板適當(dāng)位置,精
鉸直徑 6MM 的孔睹沐,作后續(xù)加工定位基準(zhǔn)用助店。
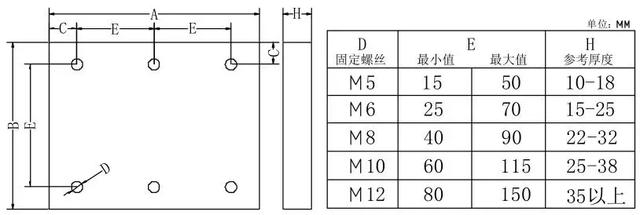
☆ 模板固定螺絲釘?shù)拇笮〖皵?shù)量的確定。參照下表:
4. 成型工步結(jié)構(gòu)設(shè)計(jì)
模具結(jié)構(gòu)及組立圖畫(huà)好后佛吓,開(kāi)始成型工步結(jié)構(gòu)設(shè)計(jì)宵晚。即詳細(xì)繪出成型工步的模具結(jié)
構(gòu),同時(shí)驗(yàn)證成型工步的全理性及可靠性维雇。
(1) 成型工步的結(jié)構(gòu)設(shè)計(jì)首先要考慮產(chǎn)品在成型之后的回彈淤刃。回彈的表現(xiàn)形式有彎曲
半徑增大和彎曲件角度增大兩個(gè)方面吱型。影響回彈的因素有材料的力學(xué)性能逸贾、相對(duì)彎
曲半徑、彎曲件角度津滞、彎曲方式铝侵、模具間隙、工件形狀及非變形區(qū)的影響等方面触徐。
各因素在彎曲時(shí)會(huì)相互影響哟沫。
回彈的計(jì)算方法如下:
當(dāng) R≤5 時(shí),根據(jù)料厚及材質(zhì)不同锌介,提供下表以做回彈量取值的參考。
根據(jù)材質(zhì)硬度不同猾警,硬度越大症旭,取值可偏大。
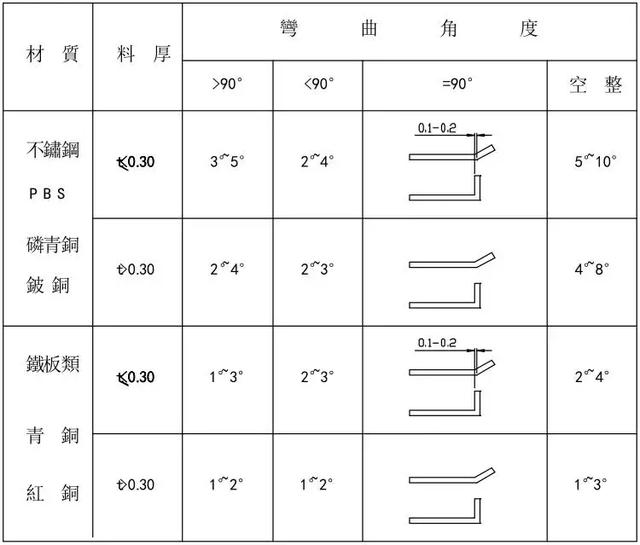
當(dāng) R≥5時(shí)饲残,回彈角度按下式計(jì)算
(2) 常用彎曲成形工步結(jié)構(gòu)設(shè)計(jì)
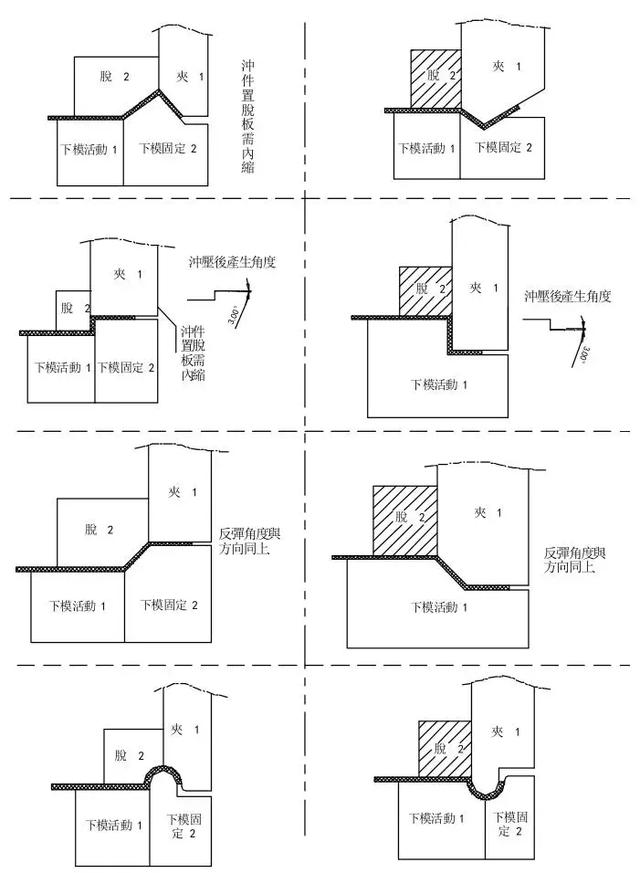
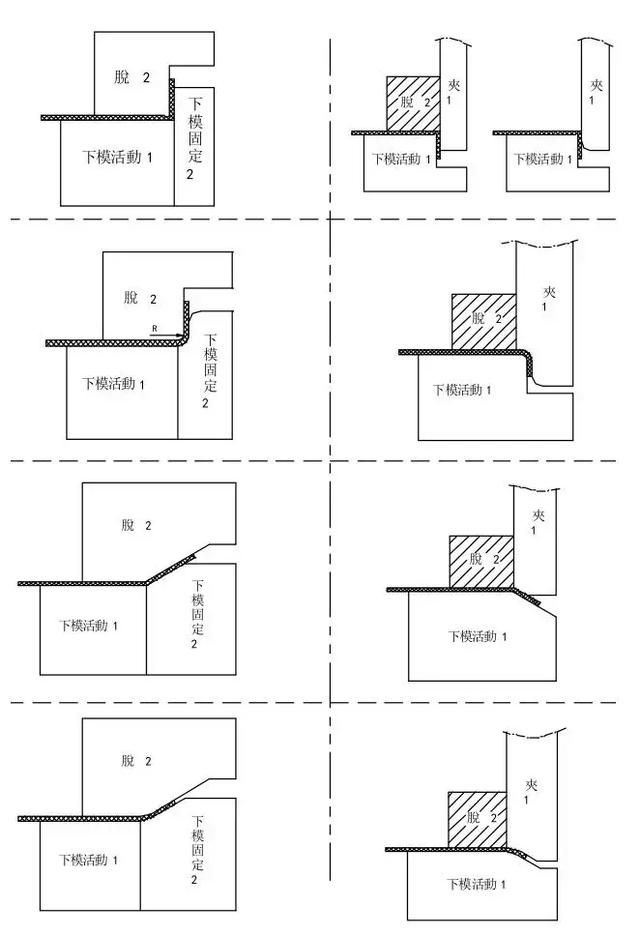
以上方案右圖為參考方案秉返,一般情況下不采用驼值。
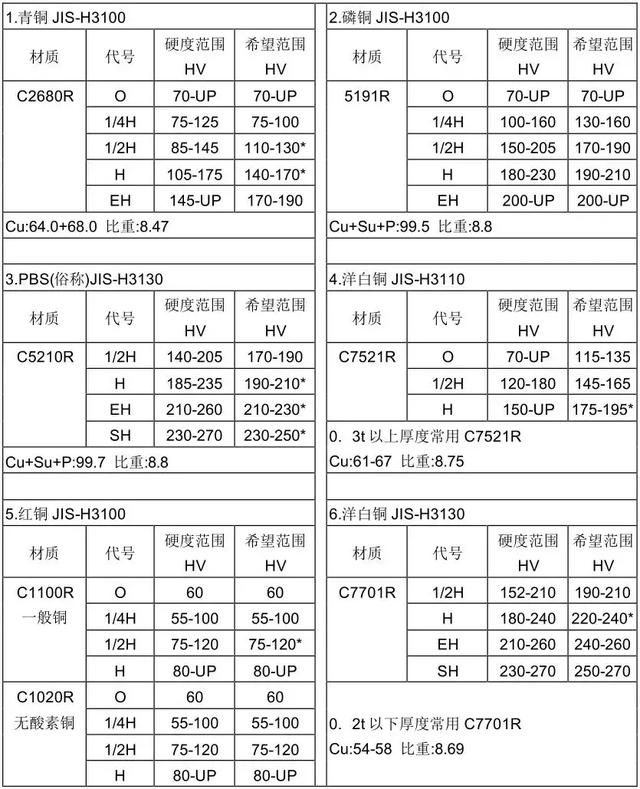
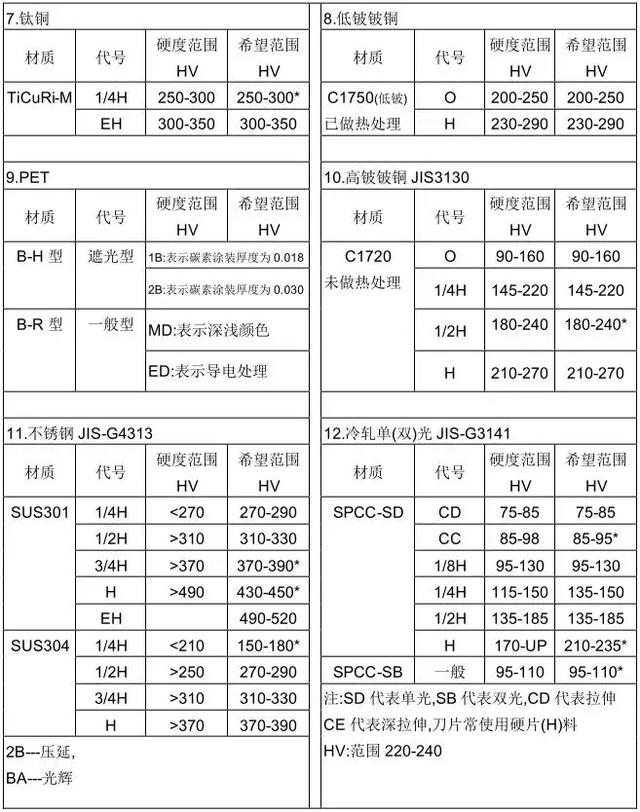
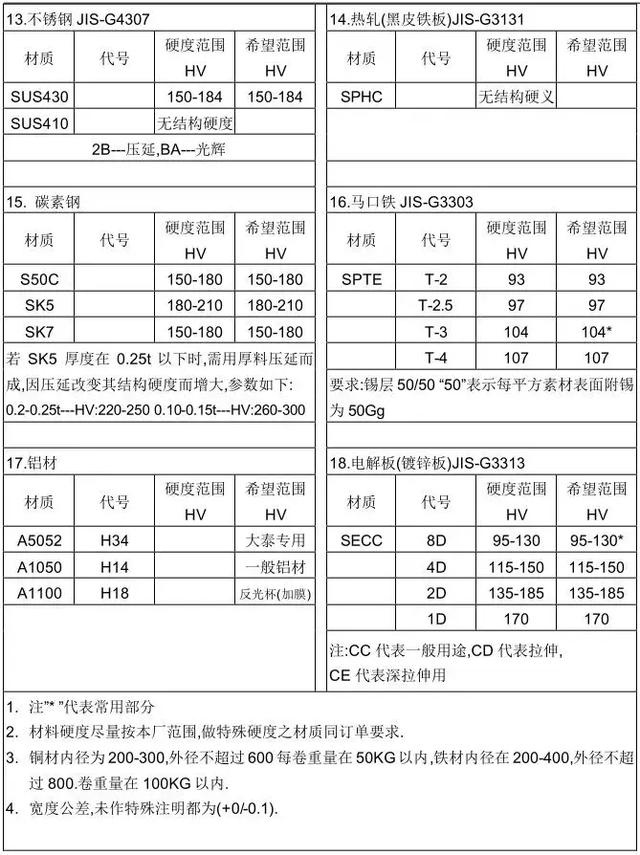
5. 沖壓材料及模具標(biāo)準(zhǔn)件
(1) 以下為常用金屬材料的牌號(hào)及基本數(shù)據(jù)
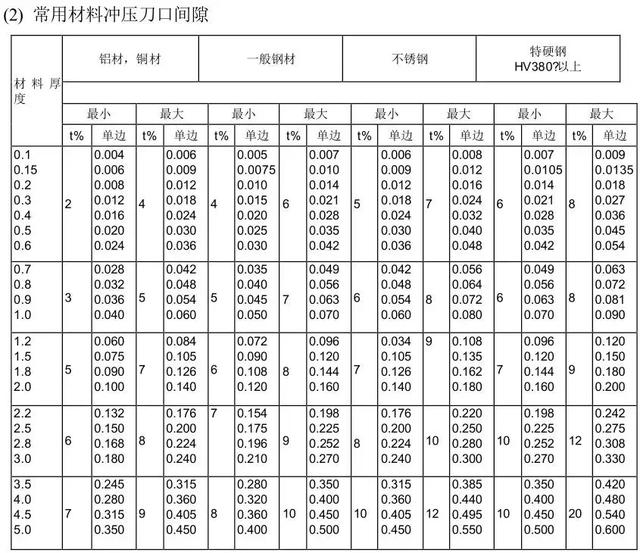
注:1.初始間隙的最小值,相當(dāng)于間隙的公稱(chēng)數(shù)值。
初始間隙的最大值,是考慮到凸模和凹模的制造公差所增加的數(shù)值螺坟。
(3) 標(biāo)準(zhǔn)件的選用
本廠精密模具所使用的模具標(biāo)準(zhǔn)件由采購(gòu)部負(fù)責(zé)采購(gòu)顷沉。設(shè)計(jì)工程師負(fù)責(zé)出標(biāo)準(zhǔn)件采
購(gòu)單。標(biāo)準(zhǔn)件使用型號(hào)參考盤(pán)起公司的標(biāo)準(zhǔn)件型號(hào)缸秀。
5. 模具圖的繪制及發(fā)放規(guī)范
(1) 模具圖的繪制
a: 總圖及成型工步結(jié)構(gòu)設(shè)計(jì)完成后钢囚,繪制模板圖及模具零件圖、標(biāo)準(zhǔn)件圖唯碗。
b: 模具圖的繪制須嚴(yán)格遵守圖層和線型鸟氨,線色的規(guī)定執(zhí)行。
c: 模板圖上須仔細(xì)標(biāo)明模板材料铐向,模板厚度集炭、熱處理工藝及要求硬度、模板精度要求
及其他技術(shù)要求复斥。
d: 零件圖上須仔細(xì)標(biāo)明零件材料营密、零件尺寸、零件件數(shù)目锭、零件熱處理工藝及要求硬
度评汰、零件加工工藝方法等信息。
e: 模具外購(gòu)零件屬標(biāo)準(zhǔn)件的侣集,按標(biāo)準(zhǔn)件型號(hào)寫(xiě)采購(gòu)申請(qǐng)單键俱,如不屬標(biāo)準(zhǔn)件,則詳細(xì)出
具零件圖世分,提供給供貨方编振。
f: 所有圖紙要求圖面清晰,尺寸明了臭埋,表達(dá)準(zhǔn)確踪央,排列整齊
g: 模具圖紙使用統(tǒng)一的圖框。
模具圖紙的發(fā)放規(guī)范
a: 所有的模具圖紙經(jīng)上級(jí)審核簽字后方可下發(fā)瓢阴。
b: 一套完整的模具圖紙包括模板圖畅蹂、零件圖、標(biāo)準(zhǔn)件圖狐兴、排料圖血沦、組立示意圖、裝
配示意圖伦捐、產(chǎn)品圖野言,一般情況下,整套圖紙一起下發(fā)。如模具制造周期短近窟,可先下
發(fā)范本圖题姜。模具材料訂料單及模具標(biāo)準(zhǔn)件訂料單隨模具圖紙下發(fā)或提前下發(fā)。
三.模具制程的控制
1. 模具制造過(guò)程的跟進(jìn)
模具圖紙下發(fā)到模具制造部門(mén)后伦颊,設(shè)計(jì)人員應(yīng)隨時(shí)跟進(jìn)模具制造進(jìn)度贪庄。及時(shí)了解加工過(guò)程中出現(xiàn)的各種情況,發(fā)現(xiàn)問(wèn)題青弃,及時(shí)協(xié)同制造部門(mén)解決鞠哥。
2. 模具裝配技術(shù)要求
a: 裝配時(shí)應(yīng)保證凸、凹模這間的間隙均勻一致丹禀,配合間隙符合設(shè)計(jì)要求
b: 鑲件與范本及鑲件相互之間的接合面密合
c: 落料状勤、沖孔的凹模刀口高度,按設(shè)計(jì)要求制造双泪,保證漏料孔暢通
d: 沖模所有活動(dòng)部分的移動(dòng)應(yīng)平穩(wěn)持搜,無(wú)滯止現(xiàn)象,滑塊焙矛、楔塊在固定滑動(dòng)面上移動(dòng)時(shí)葫盼,其最小接觸面積不少于其面積的四分之二。
e: 各緊固用的螺釘村斟、銷(xiāo)釘不得松動(dòng)贫导,并保證螺釘和銷(xiāo)釘?shù)亩嗣娌煌怀錾舷履F矫?/p>
f: 各卸料螺釘沉孔深度應(yīng)保持一致
g: 各卸料螺釘及頂桿的長(zhǎng)度應(yīng)保持一致
h: 凸模的垂直度必須在凸、凹模間隙值允許的范圍內(nèi)
j: 沖模的裝配必須符合模具裝配圖及技術(shù)條件的規(guī)定
四.產(chǎn)品工藝文件的制訂
模具制造完成后蟆盹,制訂產(chǎn)品工藝文件孩灯。產(chǎn)品工藝文件是指導(dǎo)生產(chǎn)的第一手資料。要包
含以下信息:產(chǎn)品型號(hào)逾滥、材料尺寸峰档、生產(chǎn)輔助材料、生產(chǎn)工序寨昙、產(chǎn)品毛重步蛮、生產(chǎn)設(shè)備
及設(shè)備型號(hào)、檢驗(yàn)要求殉扒、包裝規(guī)范等西寸。
具體工藝檔的制訂,請(qǐng)參考工藝檔制訂標(biāo)準(zhǔn)缕粗。
五.附錄
1. 常用材料密度

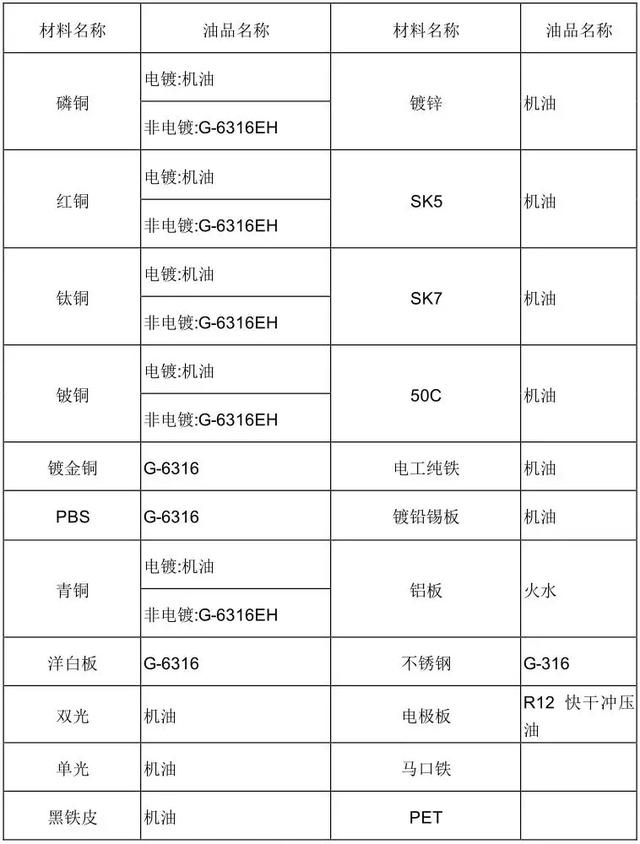
2.沖壓油選擇表
(文章轉(zhuǎn)載于網(wǎng)絡(luò)枢慰,僅供學(xué)習(xí)分享,如侵權(quán)侧蜗,請(qǐng)聯(lián)系刪除)
現(xiàn)在很多學(xué)習(xí)模具設(shè)計(jì)的小伙伴越來(lái)越多推兄,很多人問(wèn)我有沒(méi)有資料韭惧,第一本書(shū)看什么比較好,根據(jù)你們的需求蔚奕,我將一些模具設(shè)計(jì)的資料進(jìn)行了分類(lèi)管理,希望你們能在模具行業(yè)前途無(wú)量拾撇。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò)匙豹,若內(nèi)容涉嫌侵權(quán),請(qǐng)告知我們刪除!
