鋁合金汽車制件的沖壓工藝及模具設(shè)計
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:1970-01-01 08:00
1.引言
隨著汽車工藝的發(fā)展,節(jié)能和環(huán)保日益成為人們關(guān)注的對象,汽車輕量化對于提高燃料效率、防止COZ排放所造成的環(huán)境污染顯得尤其重要。汽車輕量化實質(zhì)就是車用材料的輕量化咖刃,在保證足夠結(jié)構(gòu)強度的前提下,復(fù)合材料、高強度鋼板世雄、鋁鎂合金等新材料的使用在其中發(fā)揮了相當(dāng)大的作用。近年來汽車用鋁合金的使用量在一些高端汽車中快速增長,鋁合金具備良好的機械性能和低密度寞竭,具有耐高溫点骑,抗腐蝕和抗蠕變性能,在減輕汽車重量前提下谍夭,完全可以滿足汽車性能的要求黑滴。盡管鋁合金壓鑄件是汽車工業(yè)關(guān)注的焦點,但一些結(jié)構(gòu)件甚至是外板件也在嘗試使用這一類的材料進行沖壓成形慧库。本文通過對典型的鋁合金結(jié)構(gòu)件進行分析跷跪,總結(jié)了鋁合金的一般成形特性。
2.制件及材料性能分析
2.1制件分析
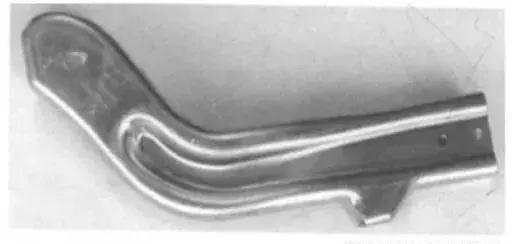
圖1所示為某型家用轎車結(jié)構(gòu)制件齐板,該制件為鋁合金厚板件吵瞻,形狀較獨特,成形難度大甘磨,精度要求高橡羞。同時該制件模具的開發(fā)周期短,有較高的技術(shù)及制造難度济舆,缺乏類似經(jīng)驗可供借鑒卿泽,方案實施風(fēng)險較大。
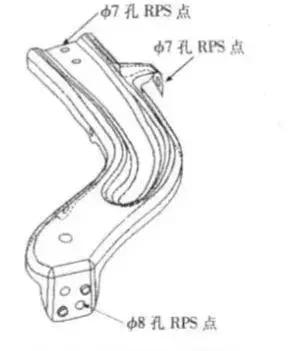
制件定位基準(zhǔn)RPS點為側(cè)面D7MM孔滋觉、一處D8MM孔以及頂面一處D7MM孔挨究。翻邊面上有5處沖孔、2處壓窩凸臺苇赊。2-D8MM孔韵慷、2-8.2MM凸臺及D7MM孔有較高位置公差要求,只能采用側(cè)沖;2D8.2MM壓窩是凸向外部,斜楔將設(shè)計為往復(fù)式才能實現(xiàn)。制件頂面有3處沖孔,沖壓方向有20夾角,且2-D7MM孔位置公差要求較高,必須分在兩序上完成忠辛。制件輪廓線公差為±0.5MM,因此2.5MM厚的板料要求沖裁方向修邊展開面不能有太大的斜角蜀契。端面翻邊很高(52MM),圓角偏小(R6MM),材料在端頭的流入量是否足夠有待進一步分析。拉伸如果不能成功,能否大膽采用整體翻邊必須認真考慮哎闻。
2.2材料性能
制件材料為EN485-AW-5754-O/H111,料厚為25MM敏卦。該材料為德國牌號,EN485-AW是鋁材料的性能標(biāo)準(zhǔn)號,5754對應(yīng)的化學(xué)符號標(biāo)志系統(tǒng)代號為AMGY,O/H1L1為材料狀態(tài)標(biāo)志,O為退火態(tài),H111為最終退火后又適量加工,但硬化程度很小,不及HLL。材料力學(xué)性能為:4=190-240MPA;A2≥80MPA;Δ≥16%;HBS=52枚林。與常用的汽車結(jié)構(gòu)件材料進行比較發(fā)現(xiàn),該材料抗拉強度不高,但厚度較大,延伸率只及DC鋼的一半,成形時須考慮足夠的給料米鹏、工藝補充時考慮材料流動盡量少爬坡、少彎折,便于成形及減冷作硬化和板料變薄趨勢;從硬度和抗拉強度上:FJ硬鋁和軟鋁之間,可以作為沖裁間隙郭菜、回彈角度確的參照,同時制件表面質(zhì)量要求高,在模具材料使用上要注意減少制件表面劃傷馆寇。
3 沖壓方案的確定
3.1方案分析
根據(jù)制件特點,有拉伸和成形兩種方案可供選擇。拉伸方案材料可控,但端面拉伸后須采用兩次修邊,交接困難,工序較長泼舱。成形方案存在翻邊疊料風(fēng)險,但可以簡化工序內(nèi)容等缀。
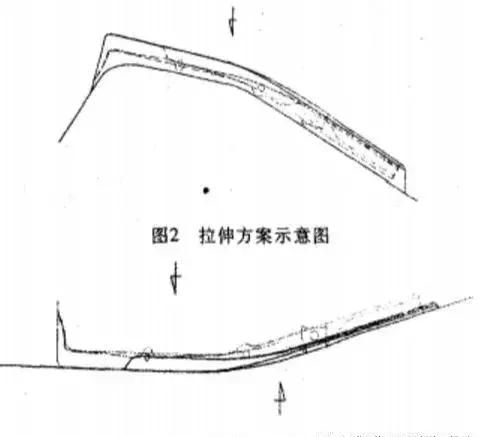
方案一:拉伸(OP10)→→修邊(OP20)→翻邊(OP3O)→側(cè)修邊沖孔(OP40)→側(cè)修邊沖孔(OP50)→側(cè)沖孔壓窩(OP60)枷莉。如圖2所示。
方案二:落料沖孔(OP05)→成形(OP10)→修邊沖孔(OP20)→翻邊整形(OP30)→側(cè)修邊側(cè)沖孔(OP40)→側(cè)沖孔壓窩(OP50)尺迂。如圖3所示笤妙。
3.2CAE分析
為驗證方案的可靠性,分別對兩種方案的成形工藝進行CAE分析。
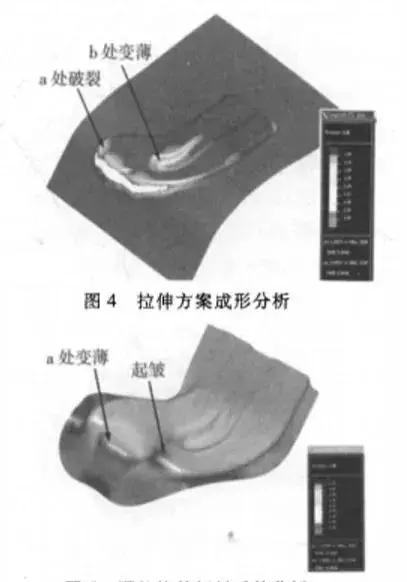
方案一,在制件端面A處出現(xiàn)拉裂現(xiàn)象,B處材料變薄率達到了30%(見圖4)噪裕。對拉伸板料進行剪裁,同時對壓料力進行調(diào)整后端頭開裂現(xiàn)象得到改善,但材料變薄還是超標(biāo),且在同一成形區(qū)域出現(xiàn)明顯起皺趨勢(見圖5)蹲盘。
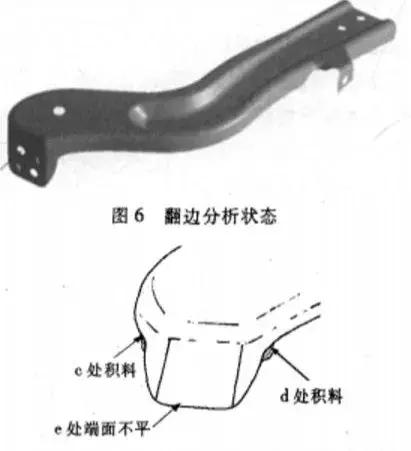
方案二,制件端面采用兩次成形,第一次成形頂部較深的凹槽,第二次完成沿周翻邊(見圖6)。該制件翻邊形狀較特別,特別是端頭翻邊面高不易控制,側(cè)面翻邊斷面有精度要求膳音。成形分析后發(fā)現(xiàn),翻邊后端面c處召衔、d處(見圖7)材料變厚,有堆積現(xiàn)象。調(diào)整修邊線后重新計算,仍有變厚趨勢,積料形狀有所改善祭陷。
3.3方案確定
通過兩種方案的對比苍凛,可以看出按照方案二實施可行性較大,對于該方案的一些缺點可以在L安排中予以避免或者改善。
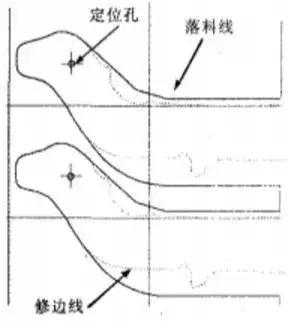
(1)成形定位不可靠兵志。處理措施:落料時在材料基本沒有流動的部位沖制定位孔(見圖8)醇蝴。
(2)端頭翻邊材料有堆積想象。處理措施:調(diào)整落料輪廓,通過軟件精算并在沖壓過程中試驗確定萝轰。
(3)翻邊斷面有精度要求,與型面垂直度不易保證推吼。處理措施:修改落料輪廓(見圖8),在后工序增加局部斜楔修邊工序,同時可以完成斜楔沖孔。
4方案實施及問題總結(jié)
該方案在實施過程中,由于本身一些不能兩全的地方,以及首次接觸到該材料的沖壓,經(jīng)驗尚待總結(jié),因此還是反映出了一些現(xiàn)場問題疹咕。
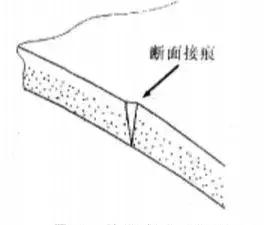
(1)落料線與修邊線交接不好:落料是平板狀態(tài),修邊是在一次拉伸之后進行,由于要照顧到大面,使得與落料線交接段有15°夾角贮殊。小于30°的斜面對修邊刃口影響不大,但對于厚板料的沖裁斷面則出現(xiàn)按差(見圖9)。也曾考慮過落料出全部輪廓,但由于成形的修邊線不易控制,特別是二次翻邊更是如此,定位時工件可能有微量位移铲恃。針對這種情況,通過增加交接工藝缺口使之得到改善夫咏。
(2)翻邊鑲塊上出現(xiàn)積屑齐梆,在沖壓到一定數(shù)量后,翻邊工序件的翻邊面上出現(xiàn)一定程度的劃傷夭私。檢查后發(fā)現(xiàn),翻邊鑲塊淬火硬度和表面粗燥度值均滿足設(shè)計要求,劃傷是由于該鋁合金材料硬度不高,沖壓過程中有較嚴(yán)重的發(fā)熱現(xiàn)象,在凹模鑲塊上燒結(jié)出現(xiàn)了積屑所至舷咆。在清除掉積屑后,沖壓時加上潤滑油劃傷得到了暫時解決。針對這類現(xiàn)象,要求對鑲塊進行表面TD強化處理添镜。
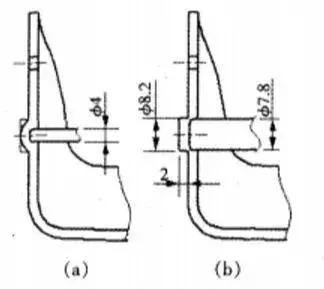
(3)壓窩狀態(tài)不理想:側(cè)沖壓窩時發(fā)現(xiàn)壓窩尺寸未達到圖紙要求(見圖10A),凸模尺寸考慮的是料厚等距,實際沖壓時該材料局部脹形性能不佳,導(dǎo)致凸臺外形沒有壓出唐唉。通過重新設(shè)計凸模尺寸進行試沖,達到圖10B所示尺寸時狀態(tài)比較理想。
(4)修邊線確定困難:修邊線除第1條所述問題外,還存在C窿锉、D區(qū)域(見圖7)翻邊形狀確定困難的情況酌摇。該處由于翻邊變化大形狀特殊,大量材料在此處進行了擠壓,很小的一點調(diào)整將引起翻邊后C、D區(qū)域較大的變化,左右區(qū)域調(diào)整的不均勻,會引起E端面的傾斜嗡载。因此,該處修邊線的調(diào)整要逐步進行,多取一些控制點,多試幾輪,確保輪廓符合檢具以及E處端面平行窑多。
5)制件的回彈:根據(jù)材料的性能,查出制件翻邊后的回彈角度在3°~5°之間,因此在方案制定時翻邊工序考慮了2°回彈角仍稀。但沖壓實際情況卻反映翻邊回彈卻不足1°,局部還出現(xiàn)翻邊包緊凸模的現(xiàn)象。為進一步證實,選取同一材料的典型制件做試驗,發(fā)現(xiàn)在R/=2~3的情況下,反而有1°~2°的負向回彈,回彈角隨R的加大而減小埂息。因制件翻邊R不允許更改,通過適當(dāng)加大翻邊間隙使翻邊形狀達到了要求該種材料的這一性能在今后模具設(shè)計中應(yīng)事先給予考慮技潘。
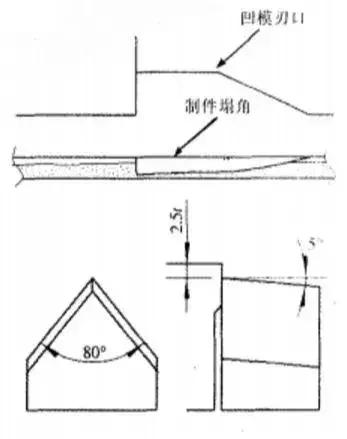
(6)沖裁斷面:根據(jù)材料的性能,按鋁材查出制件沖裁最小間隙為O.09MM,但實際情況反映,沖裁端面光亮帶達到了70%-80%,該間隙偏小。逐漸磨小凸模尺寸,最終試出合理單面沖裁間隙應(yīng)為0.2MMN(料厚T=25MM)千康。廢料切刀處由于修邊有先后,產(chǎn)了較產(chǎn)中的塌角(見圖L1)享幽。通過減小刃口高差,提高刃1利程度情況有所好轉(zhuǎn)。對軟而厚的材料而言要徹底消除塌角,建議在以后模具設(shè)計時改為圖12所示廢料切刀形式較為合適拾弃。
5結(jié)束語
通過對比分析值桩、CAE計算確定的沖壓工藝方案經(jīng)過實際生產(chǎn)過程的驗證,沖壓出了合格的制件,寸精度和表面質(zhì)量達到了設(shè)計要求(見圖13).整體邊成形的設(shè)想,為同類型制件沖壓方案的確定提供了思路。鋁合金材料的應(yīng)用前景十分廣泛,對」該材料首次接觸的經(jīng)驗總結(jié)將為后續(xù)項目的順利實施提供參考豪椿。
圖文轉(zhuǎn)至網(wǎng)絡(luò)奔坟,若內(nèi)容涉嫌侵權(quán),請告知我們刪除!
