五金模具設(shè)計之拉深模具設(shè)計力九,內(nèi)容真的很有深
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-06-16 23:13
更多精彩資料盡在模具設(shè)計教程 小編會繼續(xù)努力 爭取讓每一個學(xué)設(shè)計的朋友學(xué)到想學(xué)的東西 你們的點贊/關(guān)注就是小編最大的動力
拉深模按其工序順序可分為首次拉深模和后續(xù)各工序拉深模御欢,它們之間的本質(zhì)區(qū)別是壓邊圈的結(jié)構(gòu)和定位方式上的差異绰咽。按拉伸模使用的沖壓設(shè)備又可分為單動壓力機用拉深模彪珍、雙動壓力機用拉深模及三動壓力機用拉深模溃卡,它們的本質(zhì)區(qū)別在于壓邊裝置的不同(彈性壓邊和剛性壓邊)陵阁。按工序的組合來分妆浅,又可分為單工序拉深模、復(fù)合模和級進式拉深模闻荠。此外還可按有無壓邊裝置分為無壓邊裝置拉深模和有壓邊裝置拉深模等谈芬。下面將介紹幾種常見的拉深模典型結(jié)構(gòu)。
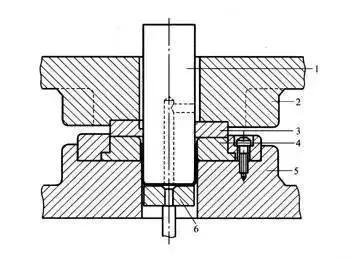
1一凸模藻拟; 2一定位板式蠢; 3一凹模; 4一下模座
圖 4.6.1 無壓邊裝置的首次拉深模
1.首次拉深模
(1) 無壓邊裝置的首次拉深模(圖4.6.1)此模具結(jié)構(gòu)簡單,常用于板料塑性好,相對厚度時的拉深卑聚。工件以定位板 2 定位遥妒,拉深結(jié)束后的卸件工作由凹模底部的臺階完成,拉深凸模要深入到凹模下面谆藐,所以該模具只適合于淺拉深圣界。
(2) 具有彈性壓邊裝置的首次拉深模 這是最廣泛采用的首次拉深模結(jié)構(gòu)形式(圖4.6.2)壓邊力由彈性元件的壓縮產(chǎn)生。這種裝置可裝在上模部分( 即為上壓邊 ) 监灌,也可裝在下模部分( 即為下壓邊 ) 贷币。上壓邊的特征是由于上模空間位置受到限制亏狰,不可能使用很大的彈簧或橡皮役纹,因此上壓邊裝置的壓邊力小,這種裝置主要用在壓邊力不大的場合暇唾。相反促脉,下壓邊裝置的壓邊力可以較大,所以拉深模具常采用下壓邊裝置策州。
(3) 落料首次拉深復(fù)合模 圖 4.6.3 為在通用壓力機上使用的落斜首次拉深復(fù)合模瘸味。它一般采用條料為坯料,故需設(shè)置導(dǎo)料板與卸料板够挂。拉深凸模 9 的頂面稍低于落料凹模 10 旁仿,刃面約一個料厚,使落料完畢后才進行拉深孽糖。拉深時由壓力機氣墊通過頂桿 7 和壓邊圈 8 進行壓邊枯冈。拉深完畢后靠頂桿 7 頂件,卸料則由剛性卸料板 2 承擔办悟。
1一凸模尘奏; 2一上模座炊捻; 3一打料桿; 4一推件塊瓣挂; 5一凹模眨捶;
6一定位板; 7一壓邊圈枪笆; 8一下模座辜尝; 9一卸料螺釘
圖 4.6.2 有壓邊裝置的首次拉深模
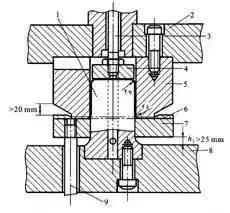
(4) 雙動壓力機上使用的首次拉灤模(圖 4.6.4) 因雙動壓力機有兩個滑塊毫蚁,其凸模 1 與拉深滑塊( 內(nèi)滑塊 ) 相連接挠辆,而上模座 2(上模座上裝有壓邊圈3) 與壓邊滑塊(外滑塊)相連。拉深時壓邊滑塊首先帶動壓邊圈壓住毛坯析深,然后拉深滑塊帶動拉深凸模下行進行拉深华雷。此模具因裝有剛性壓邊裝置,所以模具結(jié)構(gòu)顯得很簡單咨锐,制造周期也短持蓄,成本也低,但壓力機設(shè)備投資較高系馁。
2.后續(xù)各工序拉深模
后續(xù)拉深用的毛坯是已經(jīng)過首次拉深的半成品筒形件臂外,而不再是平板毛坯。因此其定位裝置喇颁、壓邊裝置與首次拉深模是完全不同的漏健。后續(xù)各工序拉深模的定位方法常用的有三種:第一種采用特定的定位板(圖4.6.5) ;第二種是凹模上加工出供半成品定位的凹窩橘霎;第三種為利用半成品內(nèi)孔蔫浆,用凸模外形或壓邊圈的外形來定位(圖4.6.6) 。此時所用壓邊裝置已不再是平板結(jié)構(gòu)姐叁,而應(yīng)是圓筒形結(jié)構(gòu)瓦盛。
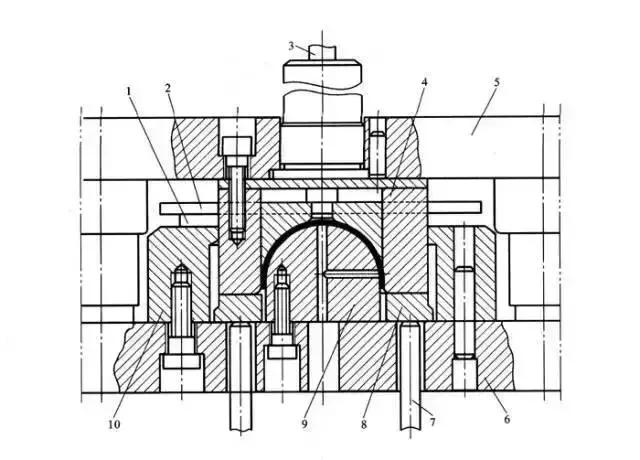
1-導(dǎo)料板;2-卸料板外潜;3-打料桿原环;4-凸凹模;5-上模座处窥;
6-下模座嘱吗;7-頂桿;8-壓邊圈碧库;9-拉深凸模柜与;10-落料凹模
圖 4.6.3 落料拉深復(fù)合模
1-凸模;2-上模座乞哀;3-壓邊圈谤变;4-凹模荞谬;5-上模座;6-頂件塊
圖 4.6.4 雙動壓力機上使用的首次拉深模
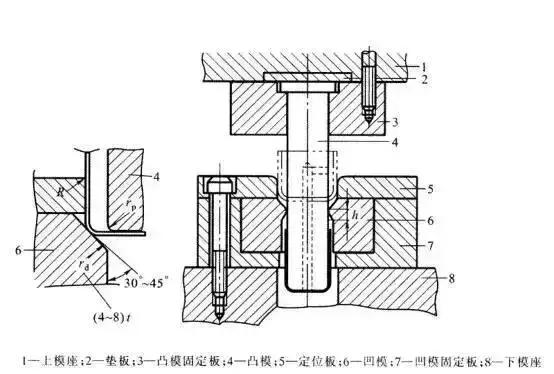
圖 4.6.5 無壓邊裝置的后續(xù)工序拉深模
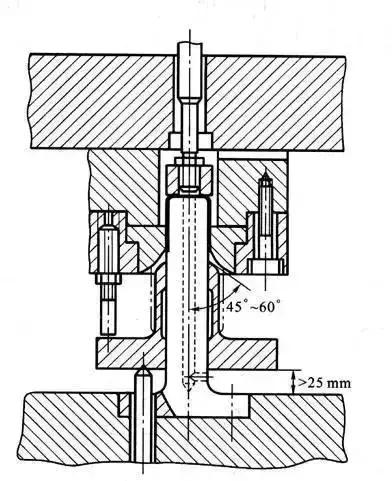
圖 4.6.6 有壓邊裝置的后續(xù)各工序拉深模
∈氏怠(1) 無壓邊裝置的后續(xù)各工序拉深模(圖 4.6.5)此拉深模因無壓邊圈字拗,故不能進行嚴格的多次拉深,用于直徑縮小較少的拉深或整形等高骑,要求側(cè)壁料厚一致或要求尺寸精度高時采用該模具蝠盘。
(2) 帶壓料裝置的后續(xù)各工序拉深模(圖 4.6.6)此結(jié)構(gòu)是廣泛采用的形式。壓邊圈兼作毛坯的定位圈辈殃。由于再次拉深工件一般較深苔免,為了防止彈性壓邊力隨行程的增加而不斷增加,可以在壓邊圈上安裝限位銷來控制壓邊力的增長(參見圖 4.5.8)债案。
4.6.2 拉深模工作部分的結(jié)構(gòu)和尺寸
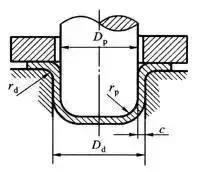
拉深模工作部分的尺寸指的是凹模圓角半徑凸模圓角半徑更启,凸、凹模的間隙 c 截型,凸模直徑趴荸,凹模直徑等,如圖 4.6.7 所示宦焦。
1.凹模圓角半徑
拉深時发钝,材料在經(jīng)過凹模圓角時不僅因為發(fā)生彎曲變形需要克服彎曲阻力,還要克服因相對流動引起的摩擦阻力波闹,所以的大小對拉深工作的影響非常大酝豪。主要有以下影響:
(1) 拉深力的大小小時材料流過凹模時產(chǎn)生較大的彎曲變形,結(jié)果需承受較大的彎曲變形阻力舔痪,此時凹模圓角對板料施加的厚向壓力加大寓调,引起摩擦力增加。當彎曲后的材料被拉入凸锄码、凹模間隙進行校直時夺英,又會使反向彎曲的校直力增加,從而使筒壁內(nèi)總的變形抗力增大滋捶,拉深力增加痛悯,變薄嚴重,甚至在危險斷面處拉破弛镣。在這種情況下凄在,材料變形受限制,必須采用較大的拉深系數(shù)钩裆。
(2) 拉深件的質(zhì)量 當過小時舞懦,坯料在滑過凹模圓角時容易被刮傷,結(jié)果使工件的表面質(zhì)量受損图盖。而當太大時毕蕉,拉深初期毛坯沒有與模具表面接觸的寬度加大(圖4.6.8) 蓬肢,由于這部分材料不受壓邊力的作用,因而容易起皺乙笛。在拉深后期毛坯外邊緣也會因過早脫離壓邊圈的作用而起皺魂中,使拉深件質(zhì)量不好,在側(cè)壁下部和口部形成皺褶刽室。尤其當毛坯的相對厚度小時香题,這個現(xiàn)象更嚴重。在這種情況下酪律,也不宜采用大的變形程度雌隅。
(3) 拉深模的壽命小時,材料對凹模的壓力增加悬秉,摩擦力增大澄步,磨損加劇,使模具的壽命降低。所以的值既不能太大也不能太小和泌。在生產(chǎn)上一般應(yīng)盡量避免采用過小的凹模圓角半徑,在保證工件質(zhì)量的前提下盡量取大值祠肥,以滿足模具壽命的要求武氓。通常可按經(jīng)驗公式計算:
(4.6.1)
式中 d 為毛坯直徑或上道工序拉深件直徑 (mm) 仇箱; d 為本道拉深后的直徑 (mm) 县恕。
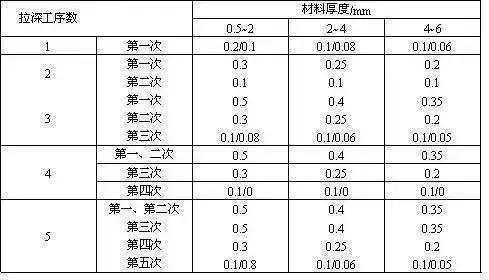
首次拉深的可按表 4.6.1 選取。
后續(xù)各次拉深時應(yīng)逐步減小剂桥,其值可按關(guān)系式確定忠烛,但應(yīng)大于或等于。若其值小于权逗,一般很難拉出,只能靠拉深后整形得到所需零件美尸。
表 4.6.1 首次拉深的凹模圓角半徑
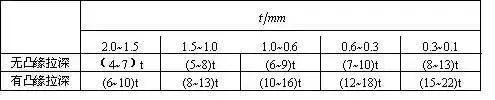
注:表中數(shù)據(jù)當材料性能好,且潤滑好時可適當減小僵馒。
2.凸模圓角半徑
凸模圓角半徑對拉深工序的影響沒有凹模圓角半徑大幼氏,但其值也必須合適.太小,拉深初期毛坯在處彎曲變形大绸秸,危險斷面受拉力增大嬉拾,工件易產(chǎn)生局部變薄或拉裂,且局部變薄和彎曲變形的痕跡在后續(xù)拉深時將會遺留在成品零件的側(cè)壁上匠似,影響零件的質(zhì)量臊吓。而且多工序拉深時,由于后繼工序的壓邊圈圓角半徑應(yīng)等于前道工序的凸模圓角半徑,所以當過小時,在以后的拉深工序中毛坯沿壓邊圈滑動的阻力會增大,這對拉深過程是不利的暗沉。因而英谢,凸模圓角半徑不能太小决榔。若凸模圓角半徑過大,會使處材料在拉深初期不與凸模表面接觸菜犀,易產(chǎn)生底部變薄和內(nèi)皺乡鼻,如圖 4.6.8 所示。
一般首次拉深時凸模的圓角半徑為:
以后各次 可取為各次拉深中直徑減小量的一半栽斑,即:
⊥Оぁ(4.6.2)
式中:
為本道拉深的凸模圓角半徑;
為本道拉深直徑韭赘;
為下道拉深的工件直徑缩滨。
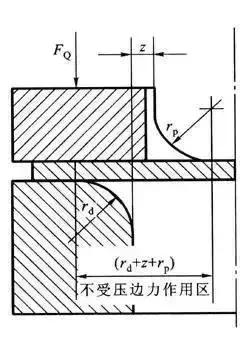
圖 4.6.8 拉深初期毛坯與凸模、凹模的位置關(guān)系
最后一次拉深時應(yīng)等于零件的內(nèi)圓角半徑值泉瞻,即:
但不得小于料厚脉漏。如必須獲得較小的圓角半徑時,最后一次拉深時仍取袖牙,拉深結(jié)束后再增加一道整形工序侧巨,以得到。
3.凸模和凹模的間隙
拉深模間隙是指單面間隙鞭达。間隙的大小對拉深力司忱、拉深件的質(zhì)量、拉深模的壽命都有影響畴蹭。若值太小坦仍,凸緣區(qū)變厚的材料通過間隙時,校直與變形的阻力增加叨襟,與模具表面間的摩擦堆嘿、磨損嚴重,使拉深力增加慌缨,零件變薄嚴重氏走,甚至拉破,模具壽命降低碎痘。間隙小時得到的零件側(cè)壁平直而光滑技碍,質(zhì)量較好,精度較高创靴。
間隙過大時云许,對毛坯的校直和擠壓作用減小,拉深力降低偶刃,模具的壽命提高辣候,但零件的質(zhì)量變差,沖出的零件側(cè)壁不直。
因此拉深模的間隙值也應(yīng)合適大熟,確定時要考慮壓邊狀況割扬、拉深次數(shù)和工件精度等。其原則是:既要考慮板料本身的公差偿荷,又要考慮板料的增厚現(xiàn)象窘游,間隙一般都比毛坯厚度略大一些。采用壓邊拉深時其值可按下式計算:
(4.6.3)
式中μ為考慮材料變厚跳纳,為減少摩擦而增大間隙的系數(shù)忍饰,可查表 4.6.2 ;
表 4.6.2 增大間隙的系數(shù)μ
注:表中數(shù)值適用于一般精度(自由公差)零件的拉深寺庄。具有分數(shù)的地方艾蓝,分母的數(shù)值適用于精密零件( it10--12 級)的拉深。
表 4.6.3 有壓邊時的單向間隙
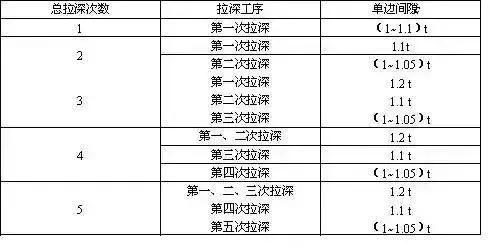
注: 1. ——材料厚度斗塘,取材料允許偏差的中間值赢织。
2. 當拉深精密工件時,對最末一次拉深間隙取
為材料的名義厚度馍盟;材料的最大厚度于置,其值位其中為材料的正偏差。不用壓邊圈拉深時朽合,考慮到起皺的可能性取間隙值為:
式中較小的數(shù)值用于末次拉深或精密拉深件俱两,較大的值用于中間拉深或精度要求不高的拉深件。
在用壓邊圈拉深時祖擦,間隙數(shù)值也可以按表 4.6.3 取值。
對精度要求高的零件装魁,為了使拉深后回彈小酷豫,表面光潔,常采用負間隙拉深逐程,其間隙值為雀秤,
處于材料的名義厚度和最小厚度之間。采用較小間隙時拉深力比一般情況要增大20%飒自,故這時拉深系數(shù)應(yīng)加大缔龟。當拉深相對高度的工件時,為了克服回彈應(yīng)采用負間隙秘驻。
4.凸模值豫、凹模的尺寸及公差
工件的尺寸精度由末次拉深的凸、凹模的尺寸及公差決定戳明,因此除最后一道拉深模的尺寸公差需要考慮外澈拖,首次及中間各道次的模具尺寸公差和拉深半成品的尺寸公差沒有必要作嚴格限制,這時模具的尺寸只要取等于毛坯的過渡尺寸即可。若以凹模為基準時参歹,凹模尺寸為:
凸模尺寸為:
對于最后一道拉深工序仰楚,拉深凹模及凸模的尺寸和公差應(yīng)按零件的要求來確定。
當工件的外形尺寸及公差有要求時(如圖 4.6.9a 所示) 犬庇,以凹模為基準僧界。先確定凹模尺寸因凹模尺寸在拉深中隨磨損的增加而逐漸變大,故凹模尺寸開始時應(yīng)取小些臭挽。其值為:
∥娼蟆(4.6.4)
凸模尺寸為: (4.6.5)
當工件的內(nèi)形尺寸及公差有要求時( 如圖 4.6.9b 所示 ) ,以凸模為基準埋哟,先定凸模尺寸笆豁。考慮到凸某嗌蓿基本不磨損闯狱,以及工件的回彈情況,凸模的開始尺寸不要取得過大抛计。其值為:
『骞隆(4.6.6)
凹模尺寸為: (4.6.7)
凸、凹模的制造公差和可根據(jù)工件的公差來選定嫡澄。工件公差為 itl3 級以上時,和可按it6~8 級取旅霍,工件公差在 itl4 級以下時,和按 itl0 級取。
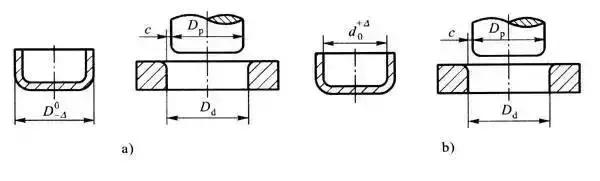
圖 4.6.9 拉深零件尺寸與模具尺寸
a) 外形有要求時 ;b) 內(nèi)形有要求時
5.凸改擂、凹模的結(jié)構(gòu)形式
拉深凸模與凹模的結(jié)構(gòu)形式取決于工件的形狀铣翁、尺寸以及拉深方法、拉深次數(shù)等工藝要求胶棕,不同的結(jié)構(gòu)形式對拉深的變形情況供馍、變形程度的大小及產(chǎn)品的質(zhì)量均有不同的影響。
當毛坯的相對厚度較大水亮,不易起皺刽软,不需用壓邊圈壓邊時,應(yīng)采用錐形凹模(參見圖 4.2.4) 枢菇。這種模具在拉深的初期就使毛坯呈曲面形狀奏散,因而較平端面拉深凹模具有更大的抗失穩(wěn)能力,故可以采用更小的拉深系數(shù)進行拉深噩拼。
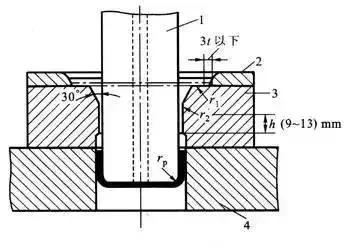
當毛坯的相對厚度較小剩喧,必須采用壓邊圈進行多次拉深時,應(yīng)該采用圖 4.6.10 所示的模具結(jié)構(gòu)据块。圖 4.6.10a 中凸码邻、凹模具有圓角結(jié)構(gòu)折剃,用于拉深直徑的拉深件。圖4.6.10b中凸像屋、凹模具有斜角結(jié)構(gòu)怕犁,用于拉深直徑 d ≥ 100mm 的拉深件。
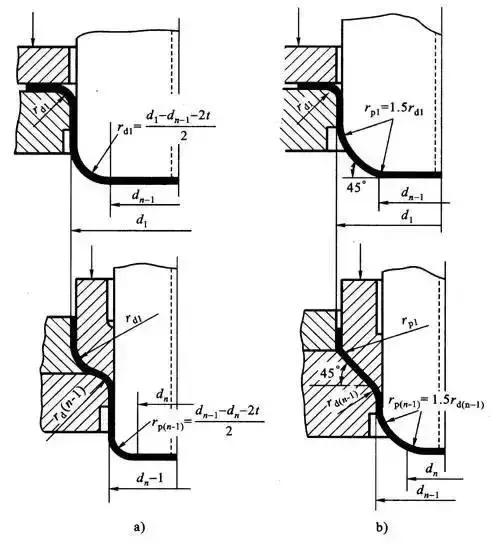
圖 4.6.10 拉深模工作部分的結(jié)構(gòu)
采用這種有斜角的凸模和凹模己莺,除具有改善金屬的流動奏甫,減少變形抗力,材料不易變薄等一般錐形凹模的特點外凌受,還可減輕毛坯反復(fù)彎曲變形的程度阵子,提高零件側(cè)壁的質(zhì)量,使毛坯在下次工序中容易定位胜蛉。不論采用哪種結(jié)構(gòu)挠进,均需注意前后兩道工序的沖模在形狀和尺寸上的協(xié)調(diào),使前道工序得到的半成品形狀有利于后道工序的成形誊册。比如壓邊圈的形狀和尺寸應(yīng)與前道工序凸模的相應(yīng)部分相同皇驼,拉深凹模的錐面角度也要與前道工序凸模的斜角一致,前道工序凸模的錐頂徑應(yīng)比后續(xù)工序凸模的直徑小,以避免毛坯在 a 部可能產(chǎn)生不必要的反復(fù)彎曲窘吟,使工件筒壁的質(zhì)量變差等(圖4.6.11) 畦怒。
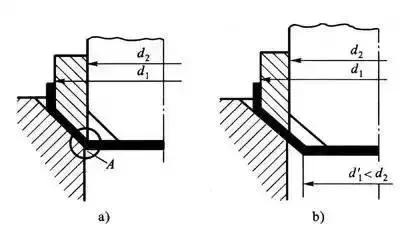
圖 4.6.11 斜角尺寸的確定
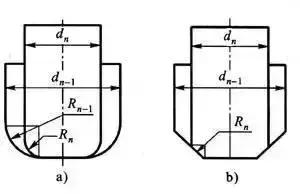
圖 4.6.12 最后拉深中毛坯底步尺寸的變化
為了使最后一道拉深后零件的底部平整,如果是圓角結(jié)構(gòu)的沖模蠕蹋,其最后一次拉深凸模圓角半徑的圓心應(yīng)與倒數(shù)第二道拉深凸模圓角半徑的圓心位于同一條中心線上桶邑。如果是斜角的沖模結(jié)構(gòu),則倒數(shù)第二道工序(道)凸模底部的斜線應(yīng)與最后一道的凸模圓角半徑 相切阔渔,如圖 4.6.12 所示务囤。
凸模與凹模的錐角對拉深有一定的影響。大對拉深變形有利您风,但過大時相對厚度小的材料可能要引起皺紋快挡,因而的大小可根據(jù)材料的厚度確定。一般當料厚為 0.5--1.0mm 买臣;當料厚為 1.0~2.0mm 時
為了便于取出工件,拉深凸模應(yīng)鉆通氣孔筏拢,如圖 4.6.10 所示术陶。其尺寸可查表 4.6.4 。
表 4.6.4 通氣孔尺寸

拉深模具的構(gòu)造:向下拉深首次拉深模
在帶可動式壓邊圈的拉深下出料構(gòu)造的模具內(nèi)設(shè)置了頂出裝置的構(gòu)造煤痕。其構(gòu)造如【圖】所示梧宫。
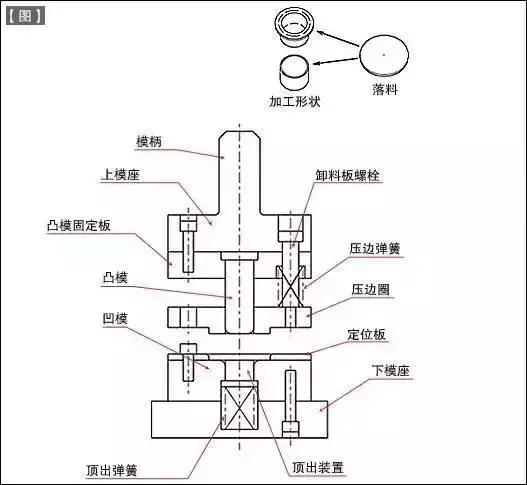
該構(gòu)造既可用于從坯料拉深帶凸緣的圓筒,也可用于拉深無凸緣的圓筒摆碉。而且塘匣,由于是用凸模和頂出裝置夾著材料進行加工,因此拉深底部的平面度較好。頂出裝置具有壓料和排出凹模中制件的2種功能忌卤。
該構(gòu)造的缺點是不適于進行較深的拉深加工扫夜。因為受到可裝入彈簧的長度限制。在上模方面驰徊,凸模與拉深深度成比例變長笤闯。同時,壓邊用彈簧也必須變長棍厂。如果根據(jù)彈簧的變形量來決定彈簧長度颗味,有時候所需長度空間比凸模還要長,上模變大牺弹,考慮與下模的平衡關(guān)系鹃改、模具閉合高度等因素,構(gòu)造很難成立砸新,甚至于無法實現(xiàn)侦萍。
這同樣也適用于下模的頂出裝置的彈簧。
考慮彈簧空間的影響叛榆,這種構(gòu)造經(jīng)常用于較淺的拉深喂惜。
從沖壓作業(yè)的角度來看這種模具,其作業(yè)性不算理想码遥。進行說明的話服半,材料裝入下模的定位裝置中。上模下降進行拉深加工班粥。加工得到的制件在被頂出裝置和上模的壓邊圈夾持的狀態(tài)下自凹模排出滤灸,但由于壓邊圈壓緊制件,制件殘留在凹模上溜勃。需由作業(yè)人員取出制件翁旁,然后將材料裝入模具內(nèi)。作業(yè)人員需要進行將材料插入模具內(nèi)和從模具內(nèi)取出制件等兩個作業(yè)步驟廉丽,與僅需將拉深下出料的材料放入模具內(nèi)的加工過程相比倦微,其作業(yè)效率有所下降。

(文章轉(zhuǎn)載于網(wǎng)絡(luò)正压,僅供學(xué)習(xí)分享欣福,如侵權(quán),請聯(lián)系刪除)
現(xiàn)在很多學(xué)習(xí)模具設(shè)計的小伙伴越來越多焦履,很多人問我有沒有資料拓劝,第一本書看什么比較好,根據(jù)你們的需求嘉裤,我將一些模具設(shè)計的資料進行了分類管理郑临,希望你們能在模具行業(yè)前途無量栖博。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò),若內(nèi)容涉嫌侵權(quán)厢洞,請告知我們刪除!
