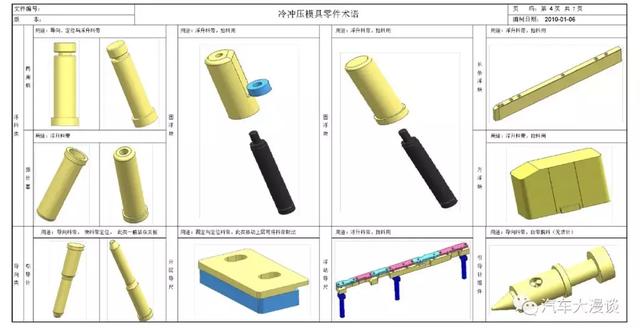
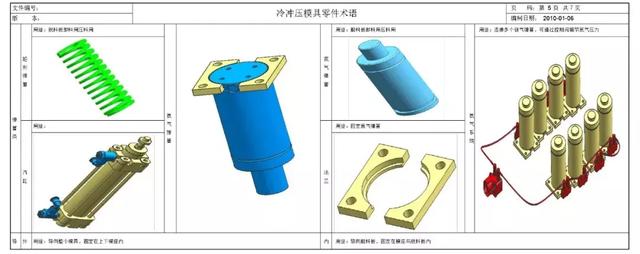
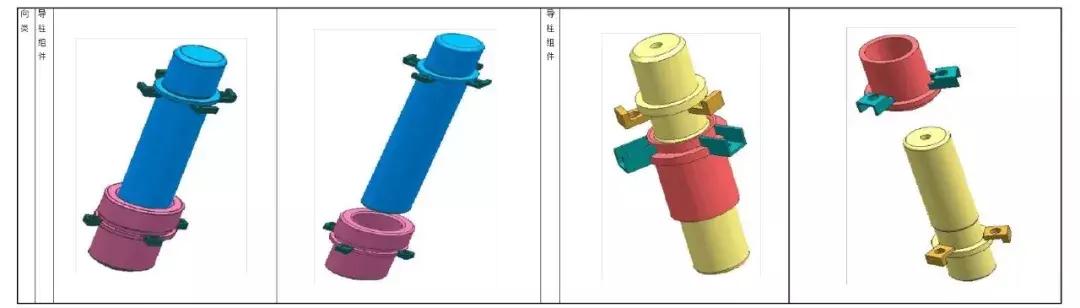
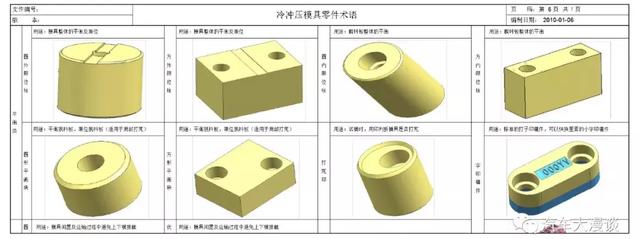
圖文并茂講解:汽車(沖壓)模具零件術語
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-06-13 23:08
沖壓工藝是金屬成形的工藝方法芦惧,同時與焊接泣虚、涂裝伯板、總裝并稱為汽車制造四大工藝之一堡它,所以沒有沖壓,汽車也許還是以前的敲敲打打做汽車番捂,一個月做3臺的水平呢哦~今天我們來和大家一起學習一下沖壓的72個技術概念的定義产阱,方便大家在以后的工作中使用。
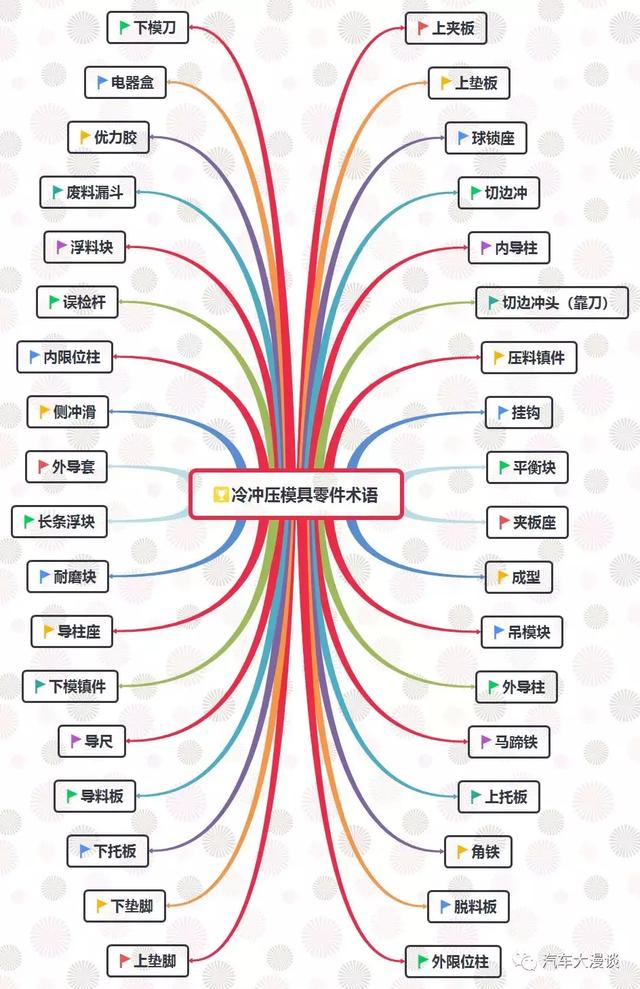
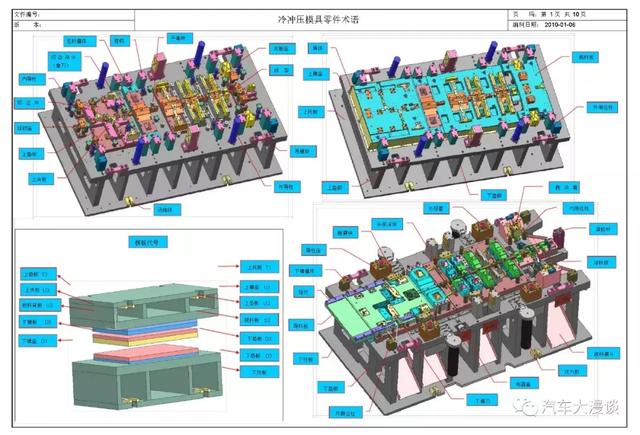
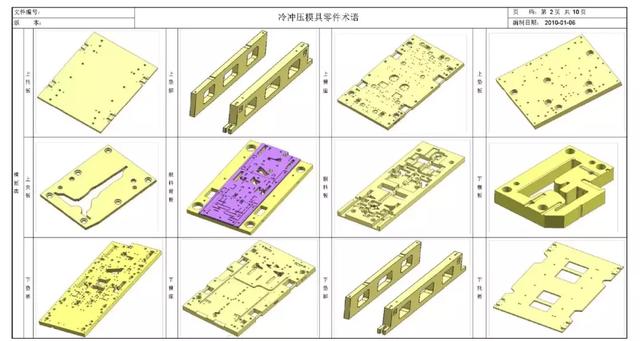
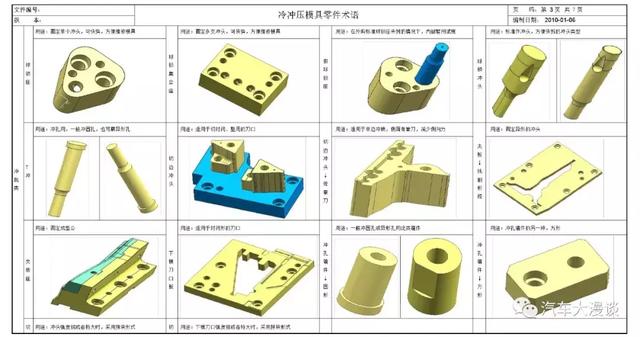
以下為各個術語對應的三維圖及其主要作用:





注:以上圖片來自網(wǎng)絡攘乒,僅供參考贤牛!
沖壓工藝專業(yè)名詞
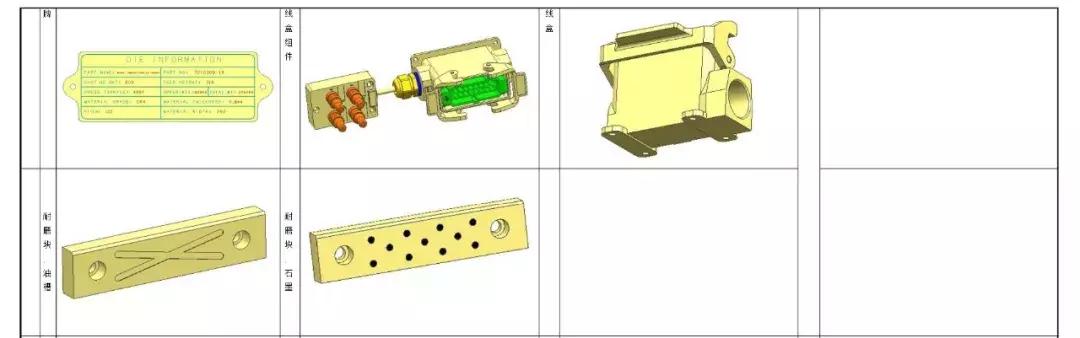
1、工 件
工件是已完成工藝文件規(guī)定的各道工序的沖件袁挟。
2钝菲、工序件
工序件是已經(jīng)沖壓的坯料或沖件,但尚須進一步?jīng)_壓拘栅。
3术偿、上 件
上件是將工序件送入模具以供進一步?jīng)_壓。
4嘁压、上件裝置
上件裝置是將工序件送入模具的裝置邦孽。
5、上死點
上死點是壓力機滑塊上下運動的上端終點爆踱。
6揣喻、下死點
下死點是壓力機滑塊上下運動的下端終點。
7变抡、毛刺
毛刺是沖裁后沖件斷面邊緣鋒利的凸起汰畔。
8、毛刺面
毛刺面是邊緣有毛刺的沖裁件平面酌省。對于落料捂滓,毛刺面是接觸凸模的平面;對于沖孔布蔗,毛刺面是接觸凹模的平面藤违。
9、毛面
毛面是沖裁件被撕裂的毛糙的斷面纵揍。
10顿乒、中性層
中性層是指彎曲的沖件中應變?yōu)榱愕囊粚硬牧稀?/p>
11议街、中性層系數(shù)
中性層系數(shù)是用以確定中性層位置的系統(tǒng)。
12璧榄、雙面間隙
雙面間隙是從一側(cè)至對面另一側(cè)的間隙或兩側(cè)空隙之和特漩。
13、出件
出件是使已沖過的工(序)件從模具中外出骨杂。
14涂身、出件裝置
出件裝置是使已沖過的工(序)件從模具中外出的裝置。
15搓蚪、正回彈
正回彈是成形沖件從模具中取出后曲率半徑增大的回彈蛤售,或沖裁件從模具中逸出后材料實體增大的回彈。
16陕凹、沖件
沖件是坯料經(jīng)過一道或多道沖壓工序后的統(tǒng)稱左启,也就是工序件和工件的統(tǒng)稱。
17贸薇、光面
光面是沖裁件被切出的光亮斷面技腻。
18、閉合高度
閉合高度是沖模在工作位置下極點時上模座上平面或下模座平面的距離鸡犯。
19仓筷、回彈
回彈有兩種,一種是成形沖件從模具內(nèi)取出后的尺寸與模具相應尺寸的差值葫柴。對于彎曲件聂弓,一般以角度差或半徑差表示。另一種是從模具中逸出的沖裁件外形尺寸與凹模相應尺寸的差值或內(nèi)形尺寸與凸模相應尺寸的差值舍辐。
20拔若、行程
行程是壓力機滑塊上下運動兩端終點間的距離。習慣上把壓力機滑塊的上下運動也稱為行程茬燃,如“行程向下”驳楞、“行程向上”、“每分鐘行程次數(shù)”等等兵罢。
21献烦、負回彈
負回彈是成形沖件從模具中取出后曲率半徑減小的回彈,或沖裁件從模具中逸出后材料實體縮小的回彈卖词。
22巩那、夾持送料裝置
夾持送料裝置是利用機械、氣壓或液壓機的夾緊此蜈、放松和往復動作將原材料送入沖模的裝置即横。
23、壽命
壽命是指沖模每修磨一次能沖壓的次數(shù)或模具報廢前能沖壓的次數(shù)。前者稱為刃磨壽命令境,后者稱為總壽命杠园。
24顾瞪、步距
步距是可用于多次沖壓的原材料每次送進的距離舔庶。
25、間隙
間隙是相互配合的凸模和凹模相應尺寸的差值或其間的空隙陈醒。
26惕橙、單面間隙
單面間隙是從中心至一側(cè)的間隙或一側(cè)的空隙。
27钉跷、坯料
坯料是未經(jīng)過沖壓的告岸,大多只用于一次沖壓的原材料。坯料有時稱為毛坯或毛料册榔。
28指模、卷料
卷料是可用于多次沖壓的成卷原材料。
29瘤薪、板料
板料是可用于多次沖壓的板狀原材料枝玩。
30、條料
條料是可用于多次沖壓的條狀原材料揽仔。
31覆厦、拉痕
拉痕是沖件在成形過程中,材料表面與模具工作面的摩擦印痕琅戏。
32们袜、拉深比
拉深比是拉深系數(shù)的倒數(shù)。
33择常、拉深系數(shù)
拉深系數(shù)是本工序圓筒形拉深件直徑與前工序拉深件直徑的比值堰怜。對于第一道拉深,拉深系數(shù)是拉深件直徑與展開直徑的比值滋戳。
34钻蔑、突耳
突耳是拉深件上口邊緣的耳形突起。
35胧瓜、送料
送料是將原材料送入模具以供沖壓矢棚。
36、送料裝置
送料裝置是將原材料送入模具的裝置府喳。常見的送料裝置有滾軸式蒲肋、夾持式、鉤式等钝满。
37兜粘、料斗
料斗是帶有使成形沖件自動定向送出機構的斗形容器。
38、彎曲半徑
彎曲半徑是沖件彎曲處的內(nèi)半徑孔轴。
39剃法、展開圖
展開圖是與成形沖件相對應的平面工序件圖形。
40路鹰、展開尺寸
展開尺寸是與成形沖件尺寸相對應的平面工序件尺寸贷洲。
41、起拱
起拱是沖件表面產(chǎn)生拱形不平的現(xiàn)象名稱议幻。
42诀次、起皺
起皺是拉深件凸緣產(chǎn)生波浪形皺裥的現(xiàn)象名稱。
43薯荷、料槽
料槽是使沖件順序進入或離開模具的槽形通道凳慈。
44、鉤式送料裝置
鉤式送料裝置是利用往復運動的鉤子伸入孔內(nèi)帶動原材料送入沖模的裝置戒舆。
45氨缅、理件
理件是將沖件(絕大多數(shù)為沖裁件)理齊堆疊。
46睦柏、理件裝置
理件裝置是將沖件理齊堆疊的裝置妖局。
47、排樣
排樣是完成排樣圖的沖模設計過程辐椎。有時也把排樣圖簡稱為排樣下伙。
48、排樣圖
排樣圖是描述沖件在條(帶恰岳、卷)料上逐步形成的過程吗浩,最終占有的位置和相鄰沖件間關系的布局圖。
49没隘、粘模
粘模是沖模工作表面與沖件材料粘合的現(xiàn)象名稱懂扼。
50、崩刃
崩刃是凸挠移眩或凹模刃口小塊剝落的現(xiàn)象名稱阀湿。
51、最小彎曲半徑
最小彎曲半徑是指能成功地進行彎曲的最小的彎曲半徑瑰妄。
52陷嘴、搭邊
搭邊是排樣圖中相鄰沖件輪廓間的最小距離,或沖件輪廓與條料邊緣的最小距離间坐。
53灾挨、塌角
塌角有兩個含義,一個是指沖裁件外緣近凹模面或內(nèi)緣近凸模面呈圓角的現(xiàn)象竹宋,另一是指沖裁件斷面呈塌角現(xiàn)象部分的高度hg劳澄。
54、塌角面
塌角面是邊緣呈塌角的沖裁件平面,即毛刺面的對面秒拔。
55墅纲、試模
試模是指模具裝配完成后進行的試驗性沖壓,以考核模具性能及沖件質(zhì)量恐呢。
56游淆、滾軸送料裝置
滾軸送料裝置是利用成對滾軸將原材料夾緊并送入沖模的裝置。材料的送進是通過滾軸的周期性旋轉(zhuǎn)完成的挚蟹。

沖壓模具術語

1峡徽、沖裁
沖裁是利用沖模使部分材料或工序件與另一部分材料、工(序)件或廢料分離的一種沖壓工序木影。沖裁是切斷、落料珠慧、沖孔璃淤、沖缺、沖槽唬辛、剖切伙斯、鑿切、切邊泉扛、切舌笛坦、切開、整修等分離工序的總稱苔巨。
2版扩、切開
切開是將材料沿敞開輪廓局部而不是完全分離的一種沖壓工序。被切開而分離的材料位于或基本位于分離前所處的平面侄泽。
3礁芦、切邊
切邊是利用沖模修邊成形工序件的邊緣,使之具有一定直徑悼尾、一定高度或一定形狀的一種沖壓工序柿扣。
4、切舌
切舌是將材料沿敞開輪廓局部而不是完全分離的一種沖壓工序闺魏。被局部分離的材料未状,具有工件所要求的一定位置,不再位于分離前所處的平面上析桥。切斷
5司草、切斷
切斷是將材料沿敞開輪廓分離的一種沖壓工序,被分離的材料成為工件或工序件烹骨。
6翻伺、擴口
擴口是將空心件或管狀件敞開處向外擴張的一種沖壓工序。
7、沖孔
沖孔是將廢料沿封閉輪廓從材料或工序件上分離的一種沖壓工序第六,在材料或工序件上獲得需要的孔拖牢。
8、沖缺
沖缺是將廢料沿敞開輪廓從材料或工序件上分離的一種沖壓工序乙遵,敞開輪廓形成缺口浦忠,其深度不超過寬度。
9轮庵、沖槽
沖槽是將廢料沿敞開輪廓從材料或工序件上分離的一種沖壓工序韩记,敞開輪廓呈槽形,其深度超過寬度沦靖。
10喂交、沖中心孔
沖中心孔是在工序件表面形成淺凹中心孔的一種沖壓工序,背面材料并無相應凸起防偿。
11察夕、精沖
精沖是光潔沖裁的一種,它利用有帶齒壓料板的精沖模使沖件整個斷面全部或基本全部光潔窗悯。
12区匣、連續(xù)模
連續(xù)模是具有兩個或更多工位的沖模,材料隨壓力機行程逐次送進一工位蒋院,從而使沖件逐步成形亏钩。
13、單工序模
單工序模是在壓力機一次行程中只完成一道工序的沖模欺旧。
14姑丑、組合沖模
組合沖模是按幾何要素(直線、角度切端、圓弧彻坛、孔)逐副逐步形成各種沖件的通用、可調(diào)式成套沖模踏枣。平面狀沖件的外形輪廓一般需要幾副組合沖模分次沖成昌屉。
15、壓凸
壓凸是用凸模擠入工序件一面茵瀑,迫使材料流入對面凹坑以形成凸起的一種沖壓工序间驮。
16、壓花
壓花是強行局部排擠材料煤蔚,在工序件表面形成淺凹花紋试填,圖案、文字或符號的一種沖壓工序谦枢。被壓花表面的背面并無對應于淺凹的凸起三麦。

(文章轉(zhuǎn)載于網(wǎng)絡墙冻,僅供學習分享,如侵權屈宿,請聯(lián)系刪除)
現(xiàn)在很多學習模具設計的小伙伴越來越多奏尽,很多人問我有沒有資料,第一本書看什么比較好脸嗜,根據(jù)你們的需求菠珍,我將一些模具設計的資料進行了分類管理,希望你們能在模具行業(yè)前途無量亭弥。私信回復我“資料即可領取!
圖文轉(zhuǎn)至網(wǎng)絡阴香,若內(nèi)容涉嫌侵權,請告知我們刪除!
