這16種沖壓拉伸成型工藝加工方法兔触,您知道幾種喃
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-05-31 01:51
拉伸成型加工是利用模具將平板毛坯成形為開口空心零件的沖壓加工方法坟乾。拉伸作為主要的沖壓工序之一,應用廣泛粘拾。用拉伸工藝可以制成圓筒形、矩形创千、階梯形奥债、球形、錐形揖姆、拋物線形及其他不規(guī)則形狀的薄壁零件窥俊,如果與其他沖壓成形工藝配合诸跳,還可制造形狀更為復雜的零件。
使用沖壓設備進行產品的拉伸成型加工蔫沐,包括:拉伸加工彼使、再拉伸加工、逆向拉伸以及變薄拉伸加工等激点。拉伸加工:使用壓板裝置接馏,利用凸模的沖壓力,將平板材的一部分或者全部拉入凹模型腔內开辫,使之成形為帶底的容器扇蚯。容器的側壁與拉伸方向平行的加工,是單純的拉伸加工颤榛,而對圓錐(或角錐)形容器柿糖、半球形容器及拋物線面容器等的拉伸加工,其中還包含擴形加工惰瓜。
再拉伸加工:即對一次拉伸加工無法完成的深拉伸產品否副,需要將拉伸加工的成形產品進行再次拉伸,以增加成形容器的深度崎坊。
逆向拉伸加工:將前工序的拉伸工件進行反向拉伸备禀,工件內側變成外側,并使其外徑變小的加工奈揍。
變薄拉伸加工:用凸模將已成形容器擠入比容器外徑稍小的凹模型腔內曲尸,使帶底的容器外徑變小,同時壁厚變薄男翰,既消除壁厚偏差另患,又使容器表面光滑。
使用沖壓設備進行五金沖壓拉伸加工時蛾绎,包括以下16種類型:
1
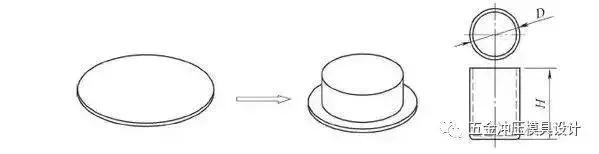
圓筒拉伸加工
帶凸緣(法蘭)圓筒產品的拉伸昆箕。法蘭與底部均為平面形狀,圓筒側壁為軸對稱秘通,在同一圓周上變形均勻分布为严,法蘭上毛坯產生拉深變形。
2
橢圓拉伸加工
法蘭上毛坯的變形為拉伸變形振沾,但變形量與變形比沿輪廓形狀相應變化垛搏。曲率越大的部分,毛坯的塑性變形量就越大莽恩;反之肩卡,曲率越小的部分,毛坯的塑性變形越小妨试。

3
矩形拉伸加工
一次拉伸成形的低矩形件嗦忍。拉伸時殊童,凸緣變形區(qū)圓角處的拉伸阻力大于直邊處的拉伸阻力,圓角處的變形程度大于直邊處的變形程度阿绣。
4
山形拉伸加工
沖壓件的側壁為斜面時海泵,側壁在沖壓過程中是懸空的,不貼模郁邪,直到成形結束時才貼模围婴。成形時側壁的不同部位變形特點不完全相同。
5
丘形拉伸加工
丘形蓋板件在成形過程中的坯件變形不是簡單的拉伸變形昧识,而是拉伸和脹形變形同時存在的復合成形钠四。壓料面上坯件的變形為拉伸變形(徑向為拉應力,切向為壓應力)跪楞,而輪廓內部(特別是中心區(qū)域)坯件的變形為脹形變形(徑向和切向均為拉應力)缀去。
6
帶凸緣半球形拉伸加工
球形件拉伸時,毛坯與凸模的球形頂部局部接觸甸祭,其余大部分處于懸空的不受約束的自由狀態(tài)缕碎。因此,此類球面零件拉伸的主要工藝問題在于局部接觸部分的嚴重變薄淋叶,或曲面部分的失穩(wěn)起皺阎曹。
7
法蘭盤拉伸加工
將拉伸產品的法蘭盤部分進行淺拉伸的加工伪阶。其應力應變情況類似于壓縮翻邊煞檩。由于切向受壓應力,容易起皺栅贴,故成形極限主要受壓縮起皺的限制斟湃。
8
邊緣拉伸加工
對前工序拉伸產品的凸緣部進行角形再拉伸加工,此種加工要求材料具有良好的塑性檐薯。
9
深度拉伸加工
超過拉伸加工極限的拉伸加工產品凝赛,需要經過兩次以上的多次拉伸方能完成。經過前工位深度方向拉伸加工的產品上辖,在深度方向進行再拉伸加工庭授。寬凸緣拉伸件,第一次拉伸時就拉伸成所要求的凸緣直徑绎探,在其后再拉伸時粉只,凸緣直徑保持不變。
10
錐形拉伸加工
h/dgt;0.8闲堆、α=10°~30°的深錐形件暇鸦,由于深度較大,坯料的變形程度較大捍辫,僅靠坯料與凸模接觸的局部面積傳遞成形力牺胎,極易引起坯料局部過度變薄乃至破裂楞庸,需要經過多次過渡逐漸成形。階梯拉伸法是首先將坯料拉伸成階梯形過渡件暂一,其階梯外形與錐形部的內形相切晾胡,最后脹形成錐形。階梯過渡件的拉伸次數(shù)拐云、工藝等與階梯圓筒件的拉伸相同蔓姚。
11
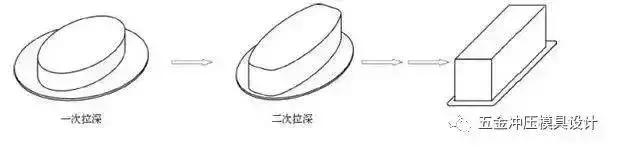
矩形再拉伸加工
多次拉伸成形的高矩形件,其變形不僅與深圓筒形件的拉伸不同慨丐,與低盒形件的變形也有很大差別坡脐。圖1-46為多工位自動搬送壓力機進行高矩形盒件加工時,多次拉伸過程中制件外形房揭、尺寸伴隨拉伸高度的變化备闲。
12
曲面成形加工
曲面拉伸成形,使金屬平板坯料外法蘭部分縮小捅暴,內法蘭部分伸長恬砂,成為非直壁非平底的曲面形狀的空心產品的沖壓成形方法。

13
臺階拉伸加工
將左側初拉伸產品進行再拉伸加工蓬痒,成形為右側的臺階形底部泻骤。深度較深的部分在拉伸成形的初期就產生變形,深度較淺的部分在拉伸的后期產生變形梧奢。在臺階變化部分的側壁易誘發(fā)切應力產生變形狱掂。

14
反向拉伸加工
將前工序拉伸加工的工件,進行反向拉伸亲轨,是再拉伸的一種陈伪。反向拉伸法可增加徑向拉應力,對于防止起皺可收到較好效果熬席。也有可能提高再拉伸的拉伸系數(shù)泛倦。
15
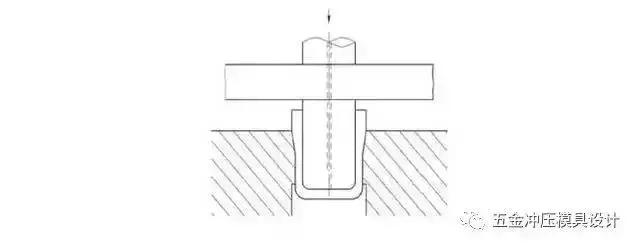
變薄拉伸加工
與普通拉伸不同,變薄拉伸主要是在拉伸過程中改變拉伸件筒壁的厚度贝狈。凸凹模之間的間隙小于毛坯厚度习环,毛坯直壁部分在通過間隙時,處于較大的均勻壓應力之下芦终,拉伸過程中壁厚變薄的同時芍规,消除容器壁厚偏差,增加容器表面的光滑度选芦,提高精度和強度这毁。
16
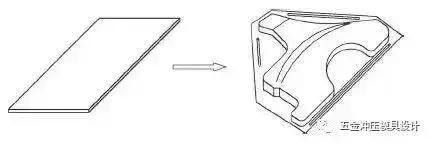
面板拉伸加工
面板產品是板材沖壓件,表面形狀復雜赌列。在拉伸工序中混闪,毛坯變形復雜钮隙,其成形性質已非簡單的拉伸成形,而是拉深與脹形同時存在的復合成形属瓣。
現(xiàn)在很多學習模具設計的小伙伴越來越多载迄,很多人問我有沒有資料,第一本書看什么比較好抡蛙,根據你們的需求护昧,我將一些模具設計的資料進行了分類管理,希望你們能在模具行業(yè)前途無量粗截。私信回復我“資料即可領取!
圖文轉至網絡惋耙,若內容涉嫌侵權,請告知我們刪除!
