高速精密沖壓連續(xù)模不會怎么辦?看完這些設(shè)計
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-05-30 08:59
一黄琼、沖孔落料力的計算
1.了解沖壓沖裁加工(剪切加工)所需的加工力對于沖壓機的選型或模具設(shè)計來說也是不可或缺的干毅。
2.在沖裁加工中,有時會發(fā)生凸模刃部折損和肩部破損等問題涡戳。
這些問題大多是由于零件的技術(shù)數(shù)據(jù)不足纲析,以及沖頭凹模的材
和形狀選擇錯誤所引起的讲稀。
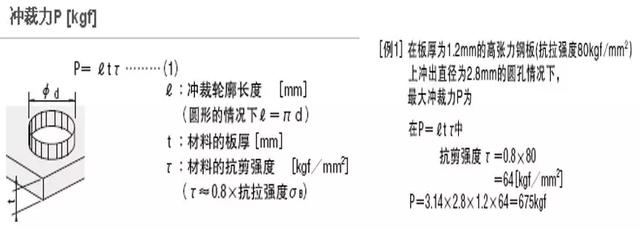
3.沖裁力計算公式
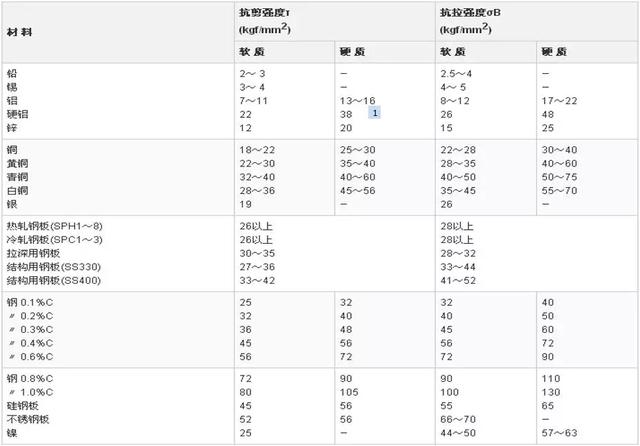
二、各種材料的抗剪強度段丸、抗拉強度
三喘疹、最小沖裁直徑核算
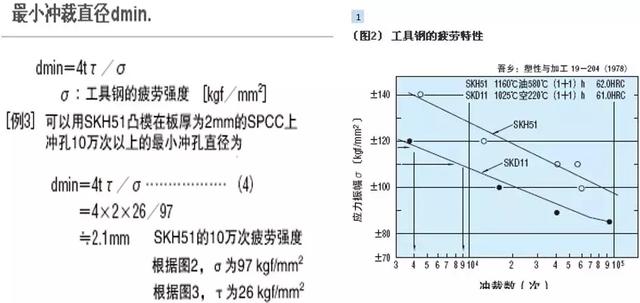
模具里面最小的圓孔沖頭直徑,或沖頭最薄弱處的厚度饰及,事前經(jīng)過核算蔗坯,可提前做好相應(yīng)對策。
四燎含、沖頭刃部有效長度核算
1.沖頭縱彎曲負(fù)荷計算公式
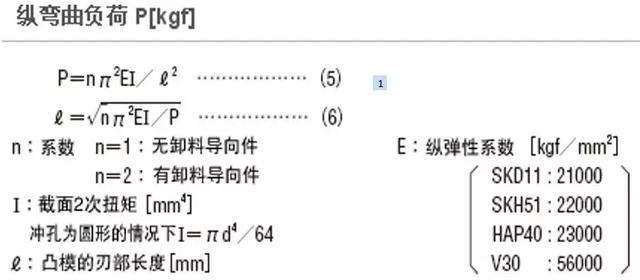
2.從該歐拉公式可以看出宾濒,若要提高縱彎曲強度P,使用卸料導(dǎo)向件屏箍,采用縱彈性系數(shù)較大的材質(zhì)(SKD→SKH→HAP)绘梦,并將刃部的長度縮短后即可。
3.縱彎曲負(fù)荷P表示的是凸模受到縱彎曲負(fù)荷發(fā)生破損時的值铣除,選定凸模時必須考慮安全系數(shù)為3~5谚咬。
4.沖小孔時,選擇凸模時特別需要注意縱彎曲負(fù)荷和施加于凸模的應(yīng)力尚粘。
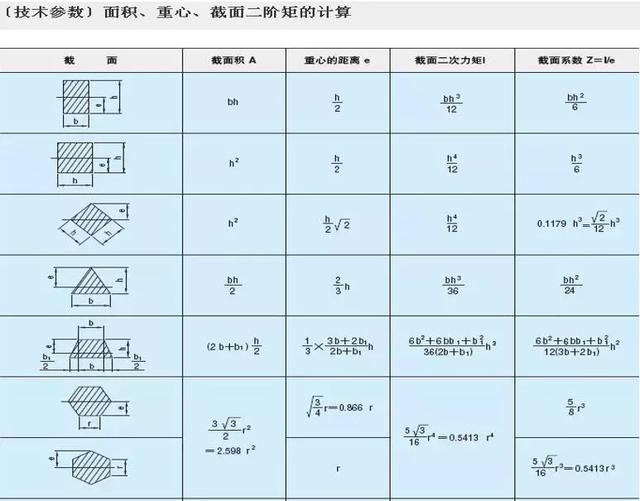
5.〔技術(shù)參數(shù)〕面積、重心敲长、截面二階矩的計算
五郎嫁、減小沖裁力的方法
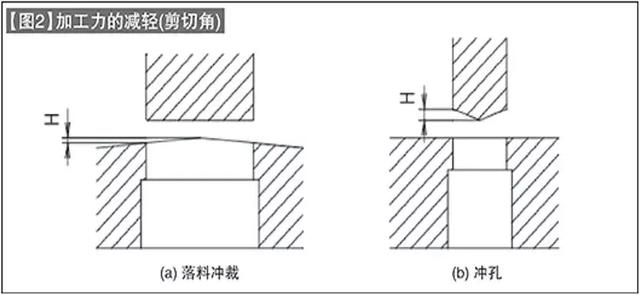
1.作為剪切力的減輕方法,可采用如【圖2】所示的附加剪切角的方法爬账。落料沖裁加工時源相,在凹模上取剪切角;沖孔加工時横罪,在凸模上取剪切角下乱。
2.H尺寸時,經(jīng)常取板厚程度以上的剪切角蚂悯。順便說一下条肢,將剪切角的H尺寸取為板厚左右時,可減輕約30%左右的加工力蒜薇。

現(xiàn)在很多學(xué)習(xí)模具設(shè)計的小伙伴越來越多稀忘,很多人問我有沒有資料,第一本書看什么比較好脯堂,根據(jù)你們的需求扣筛,我將一些模具設(shè)計的資料進行了分類管理,希望你們能在模具行業(yè)前途無量颤与。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò)水导,若內(nèi)容涉嫌侵權(quán)坠狡,請告知我們刪除!
