沖壓模具加工注意要點總結(jié)
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-10-04 15:01
2019年上半年沖壓模具加工要點總結(jié):
定義1.《2D數(shù)控加工標準》結(jié)構(gòu)面加工到什么狀態(tài)有圖片及文字性說明受贫,上下序及質(zhì)檢部門基本達成一致留夜,數(shù)控加工的外觀質(zhì)量有了很大的改善,如:壓板槽撵摆、壓板臺、刻字齊子的粗糙度害晦,刻字也比較工整特铝。
2.《3D數(shù)控加工標準》定義了型面的幾種缺陷:型面的魚鱗紋、凹角魚鱗紋壹瘟、通過對2012鲫剿、2013年此類問題的蹤跡總結(jié)與加工工藝改進程序公差后此類問題基本解決,本年度加工的項目除宗申項目發(fā)現(xiàn)此類問題以外其他項目沒有出現(xiàn)。型面加工質(zhì)量及加工精度有了極大改善锭鸣,通過跟蹤精加工后的刀片磨損量判斷判斷加工誤差灌笙,清根程序一般加工兩遍第二遍用新刀加工。(9月份開始使用尋邊器檢測型面型面誤差在0.1mm之內(nèi))
2019年的大問題局限,鑄造氣孔砂眼汗绰、空冷鋼鑲塊的淬火硬度及變形、空冷鋼淬火后的超硬加工崩口問題棵辟、補焊質(zhì)量琴坏,以上問題時好時壞不穩(wěn)定,最嚴重的是VD項目的修邊模具下模超硬加工型面大面積輪廓崩口渗蚁,補焊—補焊的質(zhì)量非常差束澄。其次是導柱單偏的問題暫時沒有好的方法解決只能通過提高模座底面的加工精度配合同臺機床加工把誤差降到最小。
2019年的總體質(zhì)量與年前 定的質(zhì)量模具有很大的差異卿裙,平均合格率與90%差10個點小赋,需要提升的地方還很多。
個別加工內(nèi)容存在質(zhì)量過剩的問題外卷,如:壓料芯的側(cè)銷面和上模的內(nèi)側(cè)銷沒有加工量虧了還要求加工砍的,并且加工質(zhì)量在1.6,兩個側(cè)銷的間隙大了增大的是側(cè)銷的剪切力莺治。
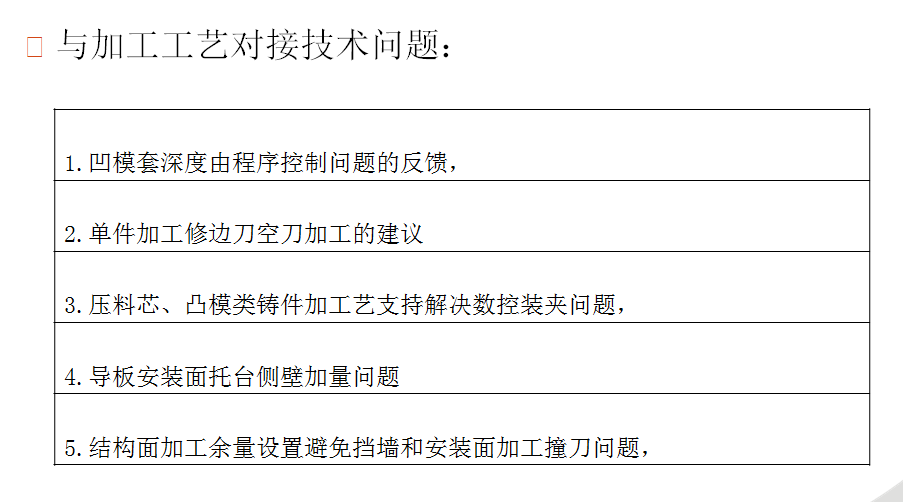
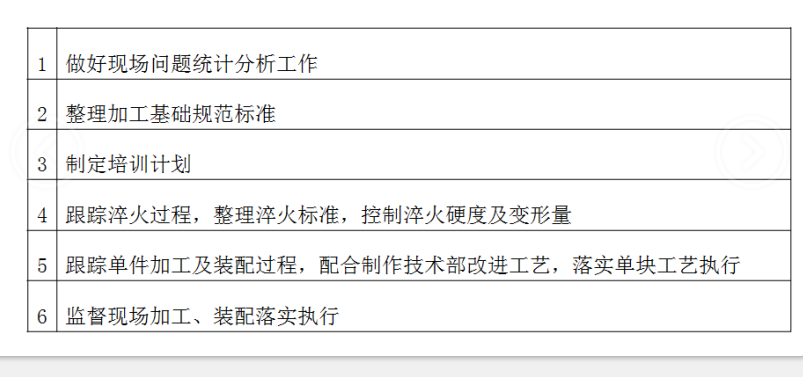
注意事項: