五金沖壓件的沖裁變形過程是怎樣的
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時(shí)間:2020-02-15 10:36
沖裁加工屬于五金沖壓件加工必不可少的分離工序剥讼,那么一個(gè)沖壓件在沖裁加工過程中它的變形過程是怎樣的呢顷啼?由五金沖壓件加工廠—滄州惠豐汽車配件有限公司為你介紹嫉簿。
下面以無彈壓板沖裁過程為例來說明這一變形過程:
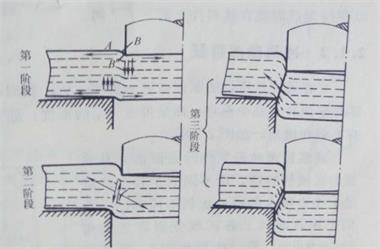
凸凹模間隙正常情況下泻肯,沖壓件的金屬原材料沖裁過程大致可以分為三個(gè)階段:
1)彈性變形階段
五金沖壓件沖裁加工時(shí)精幌,凸模的壓力作用使金屬原材料產(chǎn)生彈性壓縮蜡歹、彎曲和拉深等變形鲸鹦,并被擠入凹模腔內(nèi),此時(shí)凸模下的材料略微呈拱度即鍋底形逛揩,凹模上的材料略微有上翹,間隙越大麸俘,穹彎和上翹越嚴(yán)重辩稽。在這一階段是惧笛,材料內(nèi)部的應(yīng)力沒有超過彈性極限,故處于彈性變形狀態(tài)逞泄,當(dāng)凸模卸載后患整,材料即恢復(fù)原狀。
2)塑性變形階段
凸模繼續(xù)下壓喷众,材料內(nèi)的應(yīng)力達(dá)到屈服極限各谚,材料開始產(chǎn)生塑性剪切變形,同時(shí)因凸到千、凹模間存在間隙甥鼠,故伴隨有材料的彎曲與拉伸變形,間隙越大變形越大稻诚。隨著凸模的不斷壓入岭笔,材料變形抗力不斷增加,硬化加劇辖狞,變形拉力不斷上升钻国,刃口附近產(chǎn)生應(yīng)力集中,達(dá)到塑變應(yīng)力極限(等于材料的拉剪強(qiáng)度)孩置,材料發(fā)生塑性變形燎称。
3)斷裂分離階段
當(dāng)刃口附近應(yīng)力達(dá)到材料的破壞應(yīng)力時(shí),凸罚栏、凹模間的材料先后在靠近凹贩溉、凸模刃口側(cè)面產(chǎn)生裂紋,并沿最大剪應(yīng)力方向向材料內(nèi)層擴(kuò)展茴审,使材料分離破溺。
五金配件沖裁加工的沖裁變形過程可以通過下圖來表示:
 推薦文章:五金沖壓加工對(duì)彎曲件的總體工藝要求
推薦文章:五金沖壓加工對(duì)彎曲件的總體工藝要求
