五金沖壓工序中沖裁件的工藝性分析
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-11-20 09:00
一般情況下對
沖裁件工藝影響最大的是幾何形狀尿欲、尺寸和精度要求。良好的沖裁工藝性應(yīng)能滿足材料省氛侨、工序少、模具結(jié)構(gòu)簡單煎敢、加工容易汞潦、壽命長、操作安全方便劣零、產(chǎn)品質(zhì)量穩(wěn)定等要求钟助。
沖裁件的結(jié)構(gòu)工藝性
-
幾何形狀 沖裁件形狀應(yīng)盡可能設(shè)計得簡單對稱和符合材料合理排樣福压。工件用條料兩端裁切圓弧形時掏秩,圓弧的半徑應(yīng)超過料寬的一半,以免因送料偏移而產(chǎn)生臺肩荆姆。
-
最小圓角半徑: 沖裁件的轉(zhuǎn)角處應(yīng)有一定的圓角蒙幻,其最小圓角半徑允許值下表映凳,
|
工序 |
連接角度(°) |
黃銅、純銅邮破、鋁 |
軟鋼 |
合金鋼 |
落料 |
≥90 |
0.18 t |
0.25 t |
0.35 t |
|
<90 |
0.35 t |
0.5 t |
0.7 t |
沖孔 |
≥90 |
0.20 t |
0.3 t |
0.45 t |
|
<90 |
0.40 t |
0.6 t |
0.90 t |
注:t為材料厚度mm,當t<1mm時诈豌,均以t=1mm計算
如果是少廢料、無廢料排樣沖裁抒和,或者采用鑲拼模具時可不要求沖裁件有圓角矫渔。圓角大大減小了應(yīng)力集中,有效地消除了沖模開裂現(xiàn)象摧莽。
-
沖裁件上的懸臂和凹槽:如果沖裁件上有懸臂和凹槽庙洼,其尺寸如下表:
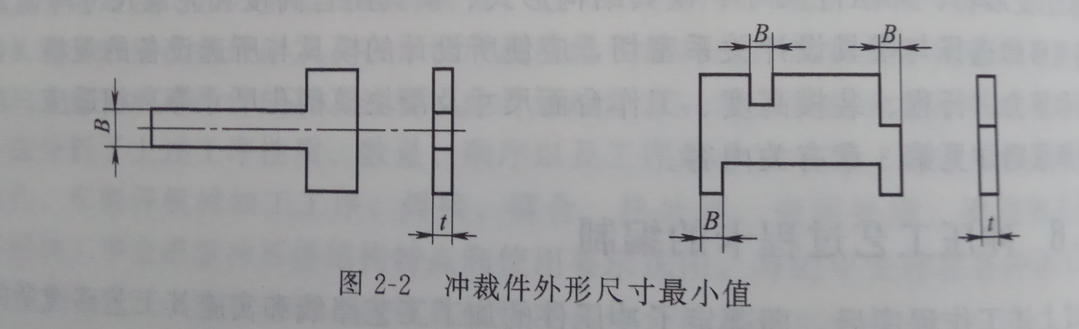
懸臂和凹槽的最小寬度B
|
材料 |
寬度B |
材料 |
寬度B |
|
硬鋼 |
(1.3~1.5)t
|
紫銅、鋁 |
(0.75~0.8)t |
|
黃銅镊辕、低碳鋼 |
(0.9~1.0)t
|
|
|
-
沖裁件的最小尺寸: 沖裁件上孔的尺寸受到凸模強度和剛度的限制油够,不能太小,沖孔的最小尺寸見下表
|
材料 |
自由凸模沖孔 |
精密導(dǎo)向凸模沖孔 |
|
圓形 |
矩形 |
圓形 |
矩形 |
|
硬鋼 |
1.3 t |
1.0 t |
0.5 t |
0.4 t |
|
軟鋼及黃銅 |
1.0 t |
0.7 t |
0.35 t |
0.3 t |
|
鋁 |
0.8 t |
0.5 t |
0.3 t |
0.28 t |
|
酚酫層壓布(紙)板 |
0.4 t |
0.35 t |
0.3 t |
0.25 t |
(t為材料厚度mm)
-
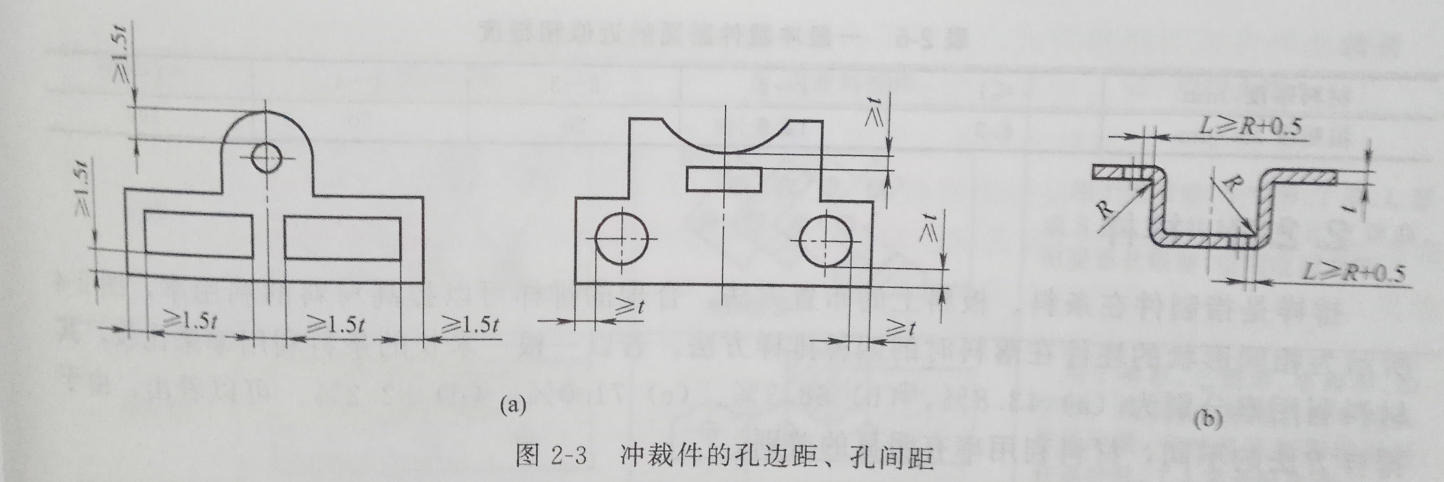
最小孔邊距掸柏、孔間距: 當沖孔邊緣與工件外形的邊緣平行時虹烈,其距離不應(yīng)小于材料厚度的1.5倍;當沖孔邊緣與工件外形的邊緣不平行時椒玖,其距離不應(yīng)小于材料厚度裳岳,如下圖(a)所示。
6.成形件上的孔邊距:在彎曲件或拉深件上沖孔時胯夏,孔邊與直壁之間應(yīng)保持一定的間距诺骏,以免沖孔時凸模折斷,如下圖(b)所示
推薦文章:
沖壓加工中經(jīng)常出現(xiàn)起皺現(xiàn)象是什么原因
