冷沖壓連續(xù)(級(jí)進(jìn))模結(jié)構(gòu)總結(jié)(全)值得收藏
作者:五金沖壓件 文章來(lái)源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-06-18 11:32
更多精彩資料盡在模具設(shè)計(jì)教程 小編會(huì)繼續(xù)努力 爭(zhēng)取讓每一個(gè)學(xué)設(shè)計(jì)的朋友學(xué)到想學(xué)的東西 你們的點(diǎn)贊/關(guān)注就是小編最大的動(dòng)力
前面給大家分享了單沖哄谆、復(fù)合侥丝,今天我們來(lái)聊聊連續(xù)模的結(jié)構(gòu)啼术。連續(xù)穆榘伲或者叫級(jí)進(jìn)模和沖孔模的結(jié)構(gòu)是基本相同,只是因沖壓的送料方式和定位以及沖壓內(nèi)容不同.下面是連續(xù)模的結(jié)構(gòu)圖它包含了常用各種工模零件的安裝方式:
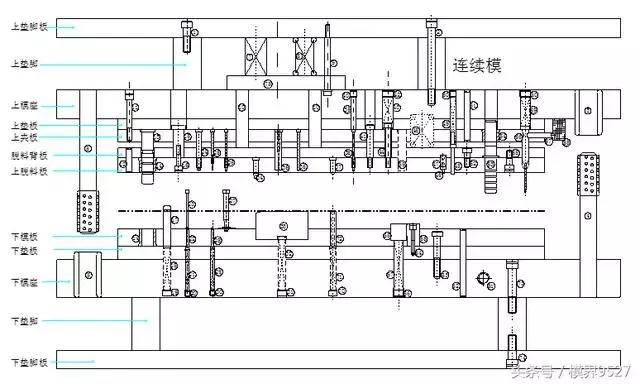
上面各模板的功用在前面已經(jīng)基本介紹過(guò),綜合如下:
上模座
保持沖模精度阴香,固定上下模偿乖,易于架模
上墊板
防止沖頭對(duì)模座入侵厂财,安裝檢出
上夾板
固定沖頭狐史、導(dǎo)柱痒给、彈簧及上模座
脫料背板
控制下死點(diǎn),固定成形沖近振,引導(dǎo)銷(xiāo)背部
脫料板
脫料红狗、壓料、保護(hù)沖頭暴遂,引導(dǎo)銷(xiāo)固定暂呈,裝置成形沖及下死點(diǎn)檢出器
下模板
固定入塊,裝置定位銷(xiāo)粘伊,頂料銷(xiāo)辜辰,導(dǎo)料板
下墊板
輔助模座強(qiáng)度,沖壓時(shí)增強(qiáng)入塊支撐面
下模座
保持沖模精度惠翼,固定上下模束敦,易于架模
上下墊腳
增加模具高度侨直,達(dá)到?jīng)_床的閉合行程
上下托板
易于架模,增大模具與沖床的接觸面
一匾瓣、上墊腳組裝
螺絲(1):
螺絲①在上墊腳板(上托板)正面沉頭,上墊腳正面攻牙深15.0-20.0左右.用來(lái)鎖上墊腳板和墊腳使之緊固.而上墊腳板靠婴、上墊腳和模具之間的聯(lián)結(jié)是靠螺絲(2)來(lái)實(shí)現(xiàn)的.其加工方式是上墊腳板沉頭、上墊腳鉆通孔袱耽、上模座正面攻牙杀餐。上墊腳上通常有兩種孔:正面攻牙孔和鉆通孔;就是鎖螺絲(1)和通過(guò)螺絲(2)的.
二朱巨、壓料脫料
頂料史翘、脫料組件(7)(8)(9)(10)(75):
這種脫料形式在復(fù)合模中已經(jīng)提到,只是復(fù)合模用的是空板蔬崩,這里用的是塞打螺絲(9)固定恶座。其組裝和工作方式是:
在上墊腳板反面攻牙,來(lái)鎖塞打螺絲或是套筒螺絲組件沥阳。通過(guò)調(diào)整塞打螺絲來(lái)實(shí)現(xiàn)打板(75)對(duì)彈簧(8)或優(yōu)力膠(9)的預(yù)壓跨琳。
彈簧(7)或優(yōu)力膠(8)是平放在打板(75)和上墊腳板之間的.打板是靠塞打螺絲(9)來(lái)防止其橫向位移的,而塞打螺絲在打板上是過(guò)孔,加工方式是鉆出.打桿在各板的加工方式均為鉆出.
當(dāng)上下合模時(shí),脫料背板頂起打桿(10)通過(guò)打板(75)對(duì)彈簧(8)實(shí)現(xiàn)壓縮;當(dāng)上下分模時(shí)彈簧(7)的反作用力就會(huì)通過(guò)打板釋放,將打桿(10)向下頂出,將力傳遞到脫料背上,從而實(shí)現(xiàn)了合模時(shí)的壓料和分模時(shí)脫料的作用.
頂料脫料組件(42)(43)(44):
這種壓料、卸料方式是通過(guò)等高套筒螺絲組件在分模合模時(shí)的上下行程來(lái)壓縮釋放彈簧(43)的力桐罕,用止符螺絲(42)來(lái)調(diào)節(jié)彈簧的預(yù)壓和承載彈簧力脉让。加工方法是:上模座正面攻止符螺絲牙,底孔鉆穿功炮;上墊板鉆D+10孔溅潜,在上墊板和上模座中放彈簧(43);上夾板和脫料背板鉆套筒過(guò)孔D+4薪伏;脫料板正面攻牙墅瑟。此種壓料脫料方式有時(shí)會(huì)在螺絲的杯頭上放置彈簧豆;或是加墊片用螺絲杯頭來(lái)導(dǎo)正彈簧疯蓄。
彈簧(45):
彈簧的脫料方式在模具中最常用枪素。其加工形式簡(jiǎn)單,上夾板和上墊板鉆D+1孔猩镰;若行程不夠會(huì)在上模模座背面沉平底孔芹倔;有時(shí)也會(huì)在上模座上攻止符螺絲,以方便快折換彈簧氨鹤。
三威脯、上模的固定:
上模螺絲(11):
其功用是緊固上模各板,使之聯(lián)結(jié).加工方式是:上模座正面鉆沉頭;上墊板鉆D+1螺絲過(guò)孔;上夾板正面攻牙.常用螺絲大小:M8、M10.
合模銷(xiāo)(51):
防止上模各板的橫向位移何煞,保護(hù)沖頭跨略。各板的加工方式是:上夾板割單+0.005;上墊板割或是鉸;上模座鉸烁犀。
四衰屡、脫料板與脫料背板的固定
螺絲(55):
鎖緊脫板與背脫板,加工方式是脫料板背面沉頭,脫料背板背面攻牙.
螺絲(52):
鎖緊脫板與背脫板,加工方式是脫料背板正面沉頭,脫料板正面攻牙.
在脫料背板厚度較薄時(shí),會(huì)采用螺絲(55)的安裝方式;因脫料背板一般比較薄,所以當(dāng)選用螺絲(52)的安裝方式時(shí)所選用的螺絲都比較小.
合模銷(xiāo)(12):
防止脫料板和脫料背板之間發(fā)生橫向位移周蹭。在脫料板的加工方式是線(xiàn)割出;而脫料背板的加工方式通常是鉸出疲恢,但也有的公司割出凶朗。
五:上模與脫料板的聯(lián)接:
內(nèi)螺紋固定型卸料螺栓組件(15)(16):
組件由襯套(15)和螺栓(16)組成.其加工方式是脫料板反面鉆螺絲沉頭;脫背板和上夾板鉆襯套過(guò)孔;上墊板和上模座鉆襯套避位孔.安裝時(shí)螺絲與攻有內(nèi)螺紋的襯套鎖緊.
塞打螺絲(等高螺絲)(41)
加工方式脫料板正面攻牙;脫料背板和上夾板鉆D+1過(guò)孔;上墊板和上模座鉆螺絲杯頭避位孔.安裝時(shí)將螺絲鎖緊在脫料板上.
等高套筒螺絲組件(44)
組件是由等高套筒和螺絲組成。加工方式脫板正面攻牙显拳;脫背板和上夾板鉆套筒過(guò)孔棚愤;上墊板和上模座鉆避位孔。
以上三種工模零件的成本以第一種最高杂数,第三種較便宜且在調(diào)整脫料板行程時(shí)容易宛畦。
六、模具的導(dǎo)正
外導(dǎo)柱組件(3(4)(5)(6):
外導(dǎo)柱在模具要求精度較高時(shí),會(huì)采用揍移。外導(dǎo)柱的規(guī)格和形式有多種安裝方式有正裝次和、倒裝兩種。加工方式上下模座鏜出或線(xiàn)割那伐。
外導(dǎo)正的組件還有獨(dú)立導(dǎo)柱踏施。獨(dú)立導(dǎo)柱的安裝和加工方式比起上一種要簡(jiǎn)單一些。其順序是安裝完內(nèi)模板組立之后披滑,將獨(dú)立導(dǎo)柱安裝校調(diào)徒锄。加工方式是上模座鉆導(dǎo)柱的避位孔和背面攻牙,下模座攻牙羹卷;如配有合模銷(xiāo)安芋,在獨(dú)立導(dǎo)柱校調(diào)完之后鉸。
內(nèi)導(dǎo)柱淀胞、導(dǎo)套組件(13)(14):
導(dǎo)柱的功用導(dǎo)正上下模售芳,便于合模。導(dǎo)正脫料板與夾板专散,保護(hù)沖頭偷瀑,保證沖模精度。導(dǎo)套是為了增加精度喉隙。各板的加工方式:上夾板線(xiàn)割(間隙單+0.005)叶皿,脫料背板鉆D+1過(guò)孔,脫料板線(xiàn)割導(dǎo)套孔線(xiàn)割(間隙+0.005);下模板線(xiàn)割導(dǎo)套孔,下墊板鉆避位孔D+2,下模座鉆通氣孔.因各個(gè)標(biāo)準(zhǔn)件生產(chǎn)商的生產(chǎn)制造能力會(huì)造成公差的不同,所以放間隙時(shí)也會(huì)有所不同.
內(nèi)導(dǎo)柱畏帖、內(nèi)導(dǎo)套(53)(54)
這是凸緣型的導(dǎo)柱安裝方式,在沖壓精度要求較高時(shí)會(huì)使用.其加工方式是上脫料板線(xiàn)割拢掷;脫料背板擴(kuò)平底沉頭孔和線(xiàn)割導(dǎo)柱孔;上夾板割導(dǎo)套孔,上墊板和上模座鉆通孔斋日。下模板線(xiàn)割牲览;下墊板鉆避位孔、下模座鉆通氣孔恶守。

七第献、下模各板的固定:
下模螺絲(63):
鎖緊下模各板,防止模板的縱向位移兔港。加工方式是下模板正面鉆沉頭庸毫;下墊板鉆D+1過(guò)孔;下模座正面攻牙衫樊。也有反裝式的飒赃,即下模座背面沉頭;下墊板鉆D+1過(guò)孔科侈;下模板背面攻牙载佳;但是這種組裝方式很少用!因?yàn)樵诮M裝螺絲時(shí)不方便臀栈。
下模座一般很厚蔫慧,所以攻牙深度有所限定。正常超過(guò)20.0即可,加工公司會(huì)要求至30.0.
合模銷(xiāo)(62):
防止下模各板的橫向位移,防止因模板的位移而產(chǎn)生的鏟刀口和打暴模.加工方式下模板線(xiàn)割;下墊板線(xiàn)割;下模座鉸但也會(huì)線(xiàn)割.
墊腳螺絲(73)(74):
螺絲(73)用來(lái)聯(lián)接下模座和下墊腳.
螺絲(74)用來(lái)聯(lián)接下墊腳和下墊腳板(下托板).
下模座和下墊腳板的連接也可以下模座正面沉頭;下墊腳鉆通孔;下托板正面攻牙.但也有許多公司只要墊腳,而不裝墊腳板.
八嘹征、料帶的導(dǎo)正蓄梯、定位、脫料和檢測(cè):
浮升導(dǎo)料銷(xiāo)組件(17)(18)(19);
組件由浮升導(dǎo)料銷(xiāo)(17)纸靠、彈簧(18)和止符螺絲(19)三部分.它的功用是浮料和保證料帶不左右位移.加工方式是下模板線(xiàn)割浮升銷(xiāo)孔,間隙單+0.0015;下墊板鉆D+3的彈簧孔游推;下模座背面攻止符螺絲牙。浮升銷(xiāo)為標(biāo)準(zhǔn)件誓读,可直接購(gòu)買(mǎi)胳雁。彈簧一般選用輕小負(fù)荷的彈簧(黃色),或圓線(xiàn)彈簧伞让。浮升銷(xiāo)材質(zhì)SKD-11,硬度在60º-63ºHRC康逝。
浮料塊組件(31)、(32)停濒、(33):
組件由浮升塊(33)菲恢、彈簧(32)和止符螺絲(31)組成。功用是浮料衣右,增加脫模力锁孟,使料帶在沖制過(guò)程中不因自身的重量而變形。圖六中的安裝形式茁瘦,浮塊有掛臺(tái)品抽,下模板鉆掛臺(tái)位。若是浮升高度較高就要增加浮塊高度,此時(shí)下墊板就需銑避位槽圆恤。帶掛臺(tái)位的加工方式是研磨出突倍。
浮升塊的加工方式還有另外常用的兩種。一盆昙、做錐共用割出羽历;二、背攻等高螺絲牙淡喜,直割共用窄陡。
做錐共用是利用線(xiàn)割放電間隙,計(jì)算出浮升高度拆火,這種優(yōu)點(diǎn)是不用掛臺(tái)、再加工和下墊板避位涂圆;這種的弊端是浮升高度不易調(diào)整叶奈。直割共用(有的公司為做階共用)是利用線(xiàn)割放電間隙作為浮塊活動(dòng)的間隙,彈簧放在螺絲的杯頭还纤,相對(duì)前兩種加工和組裝都會(huì)好一些尸惭;但要注意浮升彈簧選擇時(shí)壓縮量的問(wèn)題。
引導(dǎo)孔沖頭(24):
引導(dǎo)孔沖頭一般采用A沖埠邻,沖制出的孔會(huì)比實(shí)際要求的孔單+0.015.加工要求和方式是:上夾板線(xiàn)割并正面鉆沖頭掛臺(tái)位;背脫板鉆沖頭過(guò)孔;脫板線(xiàn)割并正面鉆沖頭行程避位(導(dǎo)正端部).
引導(dǎo)針(34):
用來(lái)定位料帶,保證步距男磅、沖壓精度。加工方式:脫料板線(xiàn)割并正面鉆沉孔苞惰。有的公司為了降低成本會(huì)不用脫料背板蜂澄,這時(shí)會(huì)在脫料板正面攻止符螺絲牙。用止符螺絲來(lái)替代脫料背板的功用咕诊。
浮升引導(dǎo)銷(xiāo)組件(37)墨攻、(72)、(71)焚卖、(70):
組件是由引導(dǎo)銷(xiāo)(37)汹魁、浮升引導(dǎo)銷(xiāo)(72)、彈簧(71)和止符螺絲(70)組成晰绎。浮升引導(dǎo)銷(xiāo)的內(nèi)孔對(duì)應(yīng)的是引導(dǎo)孔.當(dāng)上下合模時(shí)引導(dǎo)銷(xiāo)通過(guò)料帶的引導(dǎo)孔插入浮升引導(dǎo)銷(xiāo)的內(nèi)孔中,由于彈簧力的作用,會(huì)將料帶定位之后繼續(xù)下壓而開(kāi)始制產(chǎn)品.一般用在沖材較薄或是需成形和要求精度較高的沖壓中.其功用是先將料帶固定,而后沖壓.
浮升引導(dǎo)銷(xiāo)的加工方式是下模板線(xiàn)割單+0.015;下墊鉆彈簧過(guò)孔;下模座背面攻止符螺絲牙,底孔鉆穿.上模引導(dǎo)銷(xiāo)的加工和上面一樣.只是兩種引導(dǎo)銷(xiāo)的端部稍有不同.也有在引導(dǎo)銷(xiāo)的上面放彈簧及止符螺絲.若是這種結(jié)構(gòu),要注意上下彈簧的力.

連續(xù)模料帶寓落、產(chǎn)品
頂料裝置(46)(47)
此裝置由頂料銷(xiāo)(46)和彈簧(47)組成。功用是防止引導(dǎo)針插入料帶時(shí)將料帶帶起荞下。多用在引導(dǎo)針旁和在沖制后段無(wú)浮升導(dǎo)料銷(xiāo)時(shí)伶选。另工方式是脫板鉆頂料銷(xiāo)孔并沉孔,脫背板背面沉孔用來(lái)放彈簧47(也可正面攻止符螺絲牙底孔鉆通)锄弱。
頂料裝置(48)(49)(50):
裝置由頂料銷(xiāo)(48)考蕾、彈簧(49)和止符螺絲(50)組成。功用同上。加工方式是脫板和脫背板鉆頂料銷(xiāo)孔肖卧,上夾板和上墊板鉆彈簧孔蚯窥,上模座正面攻止符螺絲,底孔攻鉆穿塞帐。
誤送料檢測(cè)組件(56)(57)(58)(59)(60):
組件是由檢測(cè)銷(xiāo)(56)拦赠、頂桿(57)、開(kāi)關(guān)(58)葵姥、彈簧(59)荷鼠、止符螺絲(60)組成。其工作過(guò)程是檢測(cè)銷(xiāo)每次上下合模時(shí)插入引導(dǎo)孔中献舍;當(dāng)誤送料時(shí)檢測(cè)銷(xiāo)沒(méi)有插入引導(dǎo)孔中逛指,就會(huì)將引導(dǎo)銷(xiāo)頂起。此時(shí)頂桿(57)被向外推出苟及,而會(huì)啟動(dòng)開(kāi)關(guān)(58)將沖床停止運(yùn)行骤转。
誤送料檢測(cè)還有很多種,但原理基本相同夷钥。另有防廢料回跳感應(yīng)器锚蛀。
產(chǎn)品沖制的工藝是多樣繁雜,且五金件所要求的工藝性高沒(méi)有一定的定性婿残。不同的的產(chǎn)品有不一樣的沖制工藝核宿,沒(méi)有一定的規(guī)定和格式。希望對(duì)初學(xué)者有所幫助襟腹,如果你也喜歡顾篡,不妨直接關(guān)注小編。

(文章轉(zhuǎn)載于網(wǎng)絡(luò)摊哟,僅供學(xué)習(xí)分享悦追,如侵權(quán),請(qǐng)聯(lián)系刪除)
現(xiàn)在很多學(xué)習(xí)模具設(shè)計(jì)的小伙伴越來(lái)越多限寞,很多人問(wèn)我有沒(méi)有資料忍啸,第一本書(shū)看什么比較好,根據(jù)你們的需求履植,我將一些模具設(shè)計(jì)的資料進(jìn)行了分類(lèi)管理计雌,希望你們能在模具行業(yè)前途無(wú)量。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò)玫霎,若內(nèi)容涉嫌侵權(quán)凿滤,請(qǐng)告知我們刪除!
