五金沖壓連續(xù)模料帶形式詳細講解
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-06-16 23:13
更多精彩資料盡在模具設(shè)計教程 小編會繼續(xù)努力 爭取讓每一個學(xué)設(shè)計的朋友學(xué)到想學(xué)的東西 你們的點贊/關(guān)注就是小編最大的動力
一.連續(xù)模料帶功能:
連續(xù)模是將完成產(chǎn)品所需的沖壓工序(站),排列在同一套模具內(nèi)進行沖制罚斗。連續(xù)模所使用的材料為卷料郑什,以送料機將材料等距離的送至模具內(nèi)各單獨的工程站進行沖壓加工,到最后工程站完成制品脖卖。在連續(xù)模內(nèi)會將材料分次加工:沖切乒省、分離、折彎…等畦木,而鏈接各工程站半成品的余料袖扛,稱之為料帶。一般把在模具內(nèi)帶料區(qū)域與鏈接各工程站半成品至完成制品部分統(tǒng)稱為料帶十籍,有經(jīng)驗的模具設(shè)計人員攻锰,觀察一條料帶即可知道此套模具設(shè)計方式。
二.連續(xù)模料帶組成:
料帶是由一定位孔與一安全寬度的材料所組成妓雾,定位孔主要功能為讓材料可以等距離的送到每個工程站進行沖壓加工娶吞,確保沖壓加工精度,而邊緣寬度的余料主要作為鏈接與傳送各工程站之半成品屁坛,將各個半成品連結(jié)并傳送至下一個工程站進行沖壓加工肖糖。
1.定位孔∮徑:
定位孔的∮徑是依據(jù)送料距離(pitch)與料帶寬度而定,一般會設(shè)計∮1.5mm以上宽缎,大部分是以0.5mm為基數(shù)作為定位孔選擇方式(例:∮2.0mm睹蜈、∮2.5mm、∮3.0mm…等)着雪,但是現(xiàn)今沖壓零件越來越小牲课,送料pitch亦越作越小,現(xiàn)有定位孔已經(jīng)設(shè)定到∮0.7mm瞎励,
2.料帶寬度設(shè)定:
料帶寬度主要在于可以穩(wěn)定連結(jié)與傳送各半成品至沖壓工程站女灸。一般常見料帶寬度設(shè)定≧3.0mm,亦可依據(jù)實際需求設(shè)計之蒜肥。

三.連續(xù)模料帶帶料方式:
1.單側(cè)帶料式:


2.雙側(cè)帶料式:
3.雙料帶式:
4.雙獨立料帶式:
5.中間帶料式:
四.各種連續(xù)模帶料形式運用:
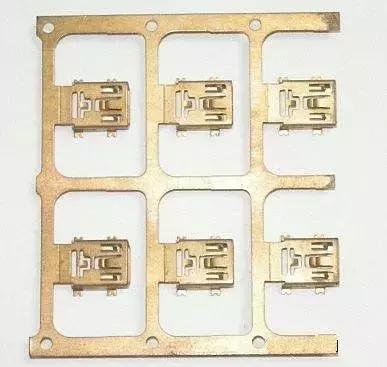
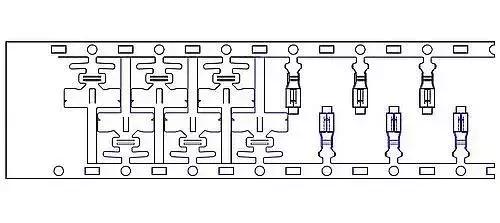
1.單側(cè)帶料式:
廣泛運用在連接器端子但雨、較小之沖壓零件蕉妇。
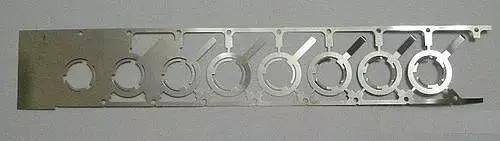
2.雙側(cè)帶料式:
主要適用于特征較為復(fù)雜、折彎高度較高螺谅、材料寬度較寬腹忽、容易在料帶傳送過程中變形的、較大型之沖壓件等砚作,無法靠單側(cè)料帶傳送者窘奏,可選擇雙側(cè)帶料式。
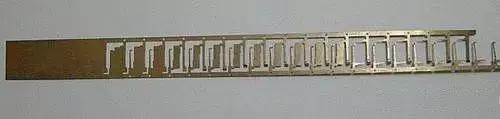
3.雙料帶式:
雙料帶式主要是雙側(cè)料帶式演變而來葫录,目的也是為了省料設(shè)計蔼夜,當使用雙側(cè)料帶帶料時,需有二側(cè)料帶進行帶料压昼,如在加上一條并排料帶求冷,則可節(jié)省一條料帶之材料。此設(shè)計亦可制作不同的沖壓制品窍霞,唯此沖壓制品需是同時有相同需求數(shù)量的匠题。排列相同沖壓制品時則不在此限。
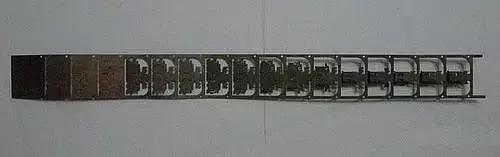
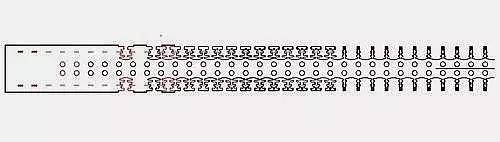
4.雙獨立料帶式:
雙獨立料帶一般是為了省料設(shè)計但金,將二個沖壓制品對插排列韭山,以達到節(jié)省材料的目的。亦可將二種不同的沖壓制品各排列一側(cè)同時進行沖壓冷溃,如運用在沖壓不同的制品時腻危,此沖壓制品需是同時有相同需求數(shù)量的。排列相同沖壓制品時則不在此限碰素。
5.中間帶料式:
主要適用于尺寸要求較低雇法、沖壓精度較低之產(chǎn)品,使用此種設(shè)計方式一般可提高材料利用率媒邀,但相對的沖壓精度嗜吉、沖壓速度較差,一般較不建議使用此種模式設(shè)計滴推。
(文章轉(zhuǎn)載于網(wǎng)絡(luò)熄自,僅供學(xué)習分享,如侵權(quán)仪从,請聯(lián)系刪除)
現(xiàn)在很多學(xué)習模具設(shè)計的小伙伴越來越多专菠,很多人問我有沒有資料,第一本書看什么比較好潜狭,根據(jù)你們的需求茄敲,我將一些模具設(shè)計的資料進行了分類管理,希望你們能在模具行業(yè)前途無量侯选。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò)吠谢,若內(nèi)容涉嫌侵權(quán)土童,請告知我們刪除!
