機(jī)械設(shè)計(jì)的再好慨蓝,你沒(méi)有裝配好也是白搭槽卫!
作者:五金沖壓件 文章來(lái)源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-09-02 13:28
作業(yè)前準(zhǔn)備
(1)作業(yè)資料:包括總裝配圖裹芝、部件裝配圖伟叛、零件圖寻拂、物料BOM表等自驹,直至項(xiàng)目結(jié)束慈宾,必須保證圖紙的完整性咏肠、整潔性袭靶、過(guò)程信息記錄的完整性。
(2)作業(yè)場(chǎng)所:零件擺放威恼、部件裝配必須在規(guī)定作業(yè)場(chǎng)所內(nèi)進(jìn)行品姓,整機(jī)擺放與裝配的場(chǎng)地必須規(guī)劃清晰,直至整個(gè)項(xiàng)目結(jié)束箫措,所有作業(yè)場(chǎng)所必須保持整齊腹备、規(guī)范衬潦、有序。
(3)裝配物料:作業(yè)前植酥,按照裝配流程規(guī)定的裝配物料必須按時(shí)到位镀岛,如果有部分非決定性材料沒(méi)有到位,可以改變作業(yè)順序友驮,然后填寫材料催工單交采購(gòu)部漂羊。
(4)裝配前應(yīng)了解設(shè)備的結(jié)構(gòu)、裝配技術(shù)和工藝要求卸留。
基本規(guī)范
(1)機(jī)械裝配應(yīng)嚴(yán)格按照設(shè)計(jì)部提供的裝配圖紙及工藝要求進(jìn)行裝配艾猜,嚴(yán)禁私自修改作業(yè)內(nèi)容或以非正常的方式更改零件买喧。
(2)裝配的零件必須是質(zhì)檢部驗(yàn)收合格的零件,裝配過(guò)程中若發(fā)現(xiàn)漏檢的不合格零件首冒,應(yīng)及時(shí)上報(bào)榔屈。
(3)裝配環(huán)境要求清潔,不得有粉塵或其它污染烙损,零件應(yīng)存放在干燥亏铭、無(wú)塵、有防護(hù)墊的場(chǎng)所诺订。
(4)裝配過(guò)程中零件不得磕碰闰纪、切傷,不得損傷零件表面马榆,或使零件明顯彎畴瓜、扭、變形庞吆,零件的配合表面不得有損傷轨充。
(5)相對(duì)運(yùn)動(dòng)的零件,裝配時(shí)接觸面間應(yīng)加潤(rùn)滑油(脂)弄察。
(6)相配零件的配合尺寸要準(zhǔn)確蜂筹。
(7)裝配時(shí),零件芦倒、工具應(yīng)有專門的擺放設(shè)施艺挪,原則上零件、工具不允許擺放在機(jī)器上或直接放在地上兵扬,如果需要的話麻裳,應(yīng)在擺放處鋪設(shè)防護(hù)墊或地毯。
(8)裝配時(shí)原則上不允許踩踏機(jī)械周霉,如果需要踩踏作業(yè)掂器,必須在機(jī)械上鋪設(shè)防護(hù)墊或地毯,重要部件及非金屬?gòu)?qiáng)度較低部位嚴(yán)禁踩踏俱箱。
聯(lián)接方法
(1) 螺栓聯(lián)接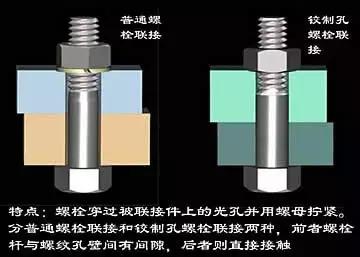
A.螺栓緊固時(shí)狞谱,不得采用活動(dòng)扳手乃摹,每個(gè)螺母下面不得使用1個(gè)以上相同的墊圈,沉頭螺釘擰緊后,釘頭應(yīng)埋入機(jī)件內(nèi),不得外露跟衅。
B.一般情況下踪觉,螺紋連接應(yīng)有防松彈簧墊圈,對(duì)稱多個(gè)螺栓擰緊方法應(yīng)采用對(duì)稱順序逐步擰緊载呢,條形連接件應(yīng)從中間向兩方向?qū)ΨQ逐步擰緊撕第。
C.螺栓與螺母擰緊后,螺栓應(yīng)露出螺母1-2個(gè)螺距;螺釘在緊固運(yùn)動(dòng)裝置或維護(hù)時(shí)無(wú)須拆卸部件的場(chǎng)合取蓝,裝配前螺絲上應(yīng)加涂螺紋膠抓深。
D.有規(guī)定擰緊力矩要求的緊固件,應(yīng)采用力矩扳手芥斋,按規(guī)定擰緊力矩緊固斟记。未規(guī)定擰緊力矩的螺栓,其擰緊力矩可參考《附表》的規(guī)定趋沧。
(2) 銷連接
A.定位銷的端面一般應(yīng)略高出零件表面妻诚,帶螺尾的錐銷裝入相關(guān)零件后案贩,其大端應(yīng)沉入孔內(nèi)。
B.開(kāi)口銷裝入相關(guān)零件后愤厦,其尾部應(yīng)分開(kāi)60°-90°咒循。
(3)鍵聯(lián)接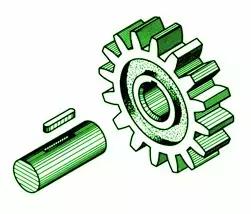
A.平鍵與固定鍵的鍵槽兩側(cè)面應(yīng)均勻接觸叙甸,其配合面間不得有間隙。
B.間隙配合的鍵(或花鍵)裝配后位衩,相對(duì)運(yùn)動(dòng)的零件沿著軸向移動(dòng)時(shí)裆蒸,不得有松緊不均現(xiàn)象。
C.鉤頭鍵糖驴、鍥鍵裝配后其接觸面積應(yīng)不小于工作面積的70%僚祷,且不接觸部分不得集中于一處;外露部分的長(zhǎng)度應(yīng)為斜面長(zhǎng)度的10%-15%贮缕。
(4)鉚接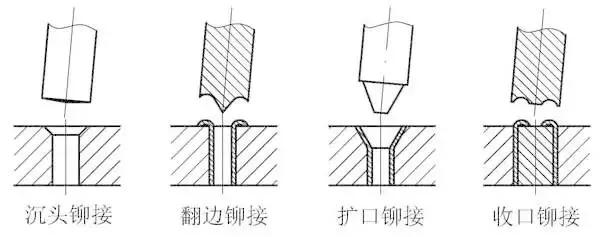
A.鉚接的材料和規(guī)格尺寸必須符合設(shè)計(jì)要求,鉚釘孔的加工應(yīng)符合有關(guān)標(biāo)準(zhǔn)規(guī)定装哆。
B.鉚接時(shí)不得破壞被鉚接零件的表面罐脊,也不得使被鉚接零件的表面變形。
C.除有特殊要求外昆秩,一般鉚接后不得出現(xiàn)松動(dòng)現(xiàn)象萎雁,鉚釘?shù)念^部必須與被鉚接零件緊密接觸,并應(yīng)光滑圓整聂帜。
(5)脹套聯(lián)接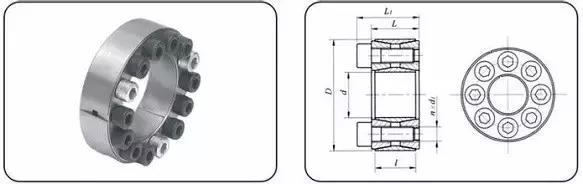
脹套裝配:在脹套涂上潤(rùn)滑油脂涡趟,將脹套放入裝配的轂孔中林皇,套入安裝軸后調(diào)整好裝配位置,然后擰緊螺栓呼泪。擰緊的次序以開(kāi)縫為界滥诀,左右交叉對(duì)稱依次先后擰緊,確保達(dá)到額定力矩值灌大。
(6)緊定聯(lián)接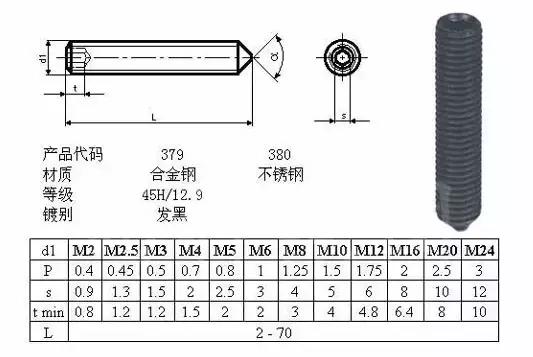
錐端緊定螺絲的錐端和坑眼應(yīng)均為90°死唇,緊定螺絲應(yīng)對(duì)準(zhǔn)坑眼擰緊蠕祟。
滾動(dòng)軸承的裝配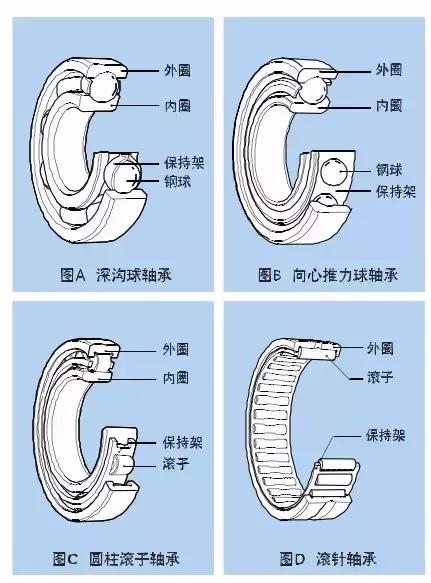
(1)軸承裝配前径密,軸承位不得有任何的污質(zhì)存在。
(2)軸承裝配時(shí)應(yīng)在配合件表面涂一層潤(rùn)滑油躺孝,軸承無(wú)型號(hào)的一端應(yīng)朝里享扔,即靠軸肩方向。
(3)軸承裝配時(shí)應(yīng)使用專用壓具植袍,嚴(yán)禁采用直接擊打的方法裝配惧眠,套裝軸承時(shí)加力的大小、方向于个、位置應(yīng)適當(dāng)氛魁,不應(yīng)使保護(hù)架或滾動(dòng)體受力,應(yīng)均勻?qū)ΨQ受力厅篓,保證端面與軸垂直秀存。
(4)軸承內(nèi)圈端面一般應(yīng)緊靠軸肩(軸卡),軸承外圈裝配后羽氮,其定位端軸承蓋與墊圈或外圈的接觸應(yīng)均勻或链。
(5)滾動(dòng)軸承裝好后惫恼,相對(duì)運(yùn)動(dòng)件的轉(zhuǎn)動(dòng)應(yīng)靈活、輕便嚎衡,如果有卡滯現(xiàn)象垃燃,應(yīng)檢查分析問(wèn)題的原因并作相應(yīng)處理。
(6)軸承裝配過(guò)程中袭仲,若發(fā)現(xiàn)孔或軸配合過(guò)松時(shí),應(yīng)檢查公差非淹;過(guò)緊時(shí)不得強(qiáng)行野蠻裝配箭基,都應(yīng)檢查分析問(wèn)題的原因并作相應(yīng)處理。
(7)單列圓錐滾子軸承周讯、推力角接觸軸承芭甚、雙向推力球軸承在裝配時(shí)軸向間隙符合圖紙及工藝要求。
(8)對(duì)采用潤(rùn)滑脂的軸承及與之相配合的表面奔沐,裝配后應(yīng)注入適量的潤(rùn)滑脂少煮。對(duì)于工作溫度不超過(guò)65℃的軸承,可按GB491-65《鈣基潤(rùn)滑脂》采用ZG-5潤(rùn)滑脂碘展;對(duì)于工作溫度高于65℃的軸承竿丙,可按GB492-77《鈣基潤(rùn)滑脂》采用ZN-2、ZN-3潤(rùn)滑脂言秸。
(9)普通軸承在正常工作時(shí)溫升不應(yīng)超過(guò)35℃软能,工作時(shí)的最高溫度不應(yīng)超過(guò)70℃。
直線軸承的裝配
(1)組裝前举畸,軸承內(nèi)部應(yīng)涂抹潤(rùn)滑脂查排。
(2)軸承壓入支承座時(shí),應(yīng)采用專用安裝工具壓靠外圈端面抄沮,不允許直接敲打軸承跋核,以免變形。
(3)軸承與支承座的配合必須符合公差要求叛买,過(guò)緊使導(dǎo)軌軸與軸承過(guò)盈配合砂代,會(huì)損壞軸承;過(guò)松會(huì)使軸承無(wú)法在支承座中固定率挣。
(4)導(dǎo)軌軸裝入軸承時(shí)泊藕,應(yīng)對(duì)準(zhǔn)中心輕輕插入,如歪斜地插入难礼,會(huì)使?jié)L珠脫落娃圆,保持架變形。
(5)軸承裝入支承座時(shí)涂颠,不允許轉(zhuǎn)動(dòng)固脸,強(qiáng)行使其轉(zhuǎn)動(dòng)摇皿,會(huì)損壞軸承。
(6)不允許用緊定螺絲直接緊定在軸承外圈上典患,否則會(huì)發(fā)生變形泳嵌。
直線導(dǎo)軌的裝配
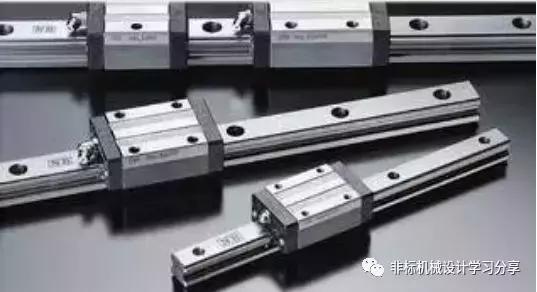
(1)導(dǎo)軌安裝部位不得有污質(zhì)膊抄,安裝面平整度必須達(dá)到要求。
(2)導(dǎo)軌側(cè)面有基準(zhǔn)邊時(shí)萌小,應(yīng)緊貼基準(zhǔn)邊安裝膛逞,無(wú)基準(zhǔn)邊時(shí),應(yīng)保證導(dǎo)軌的滑動(dòng)方向與設(shè)計(jì)要求一致狱心,導(dǎo)軌固定螺絲擰緊后蟹幔,應(yīng)檢查滑塊的滑動(dòng)方向是否有偏差,否則必須調(diào)整音诫。
(3)如果滑塊以傳動(dòng)帶帶動(dòng)惨奕,傳動(dòng)帶與滑塊固定張緊后,傳動(dòng)帶不得有斜拉的現(xiàn)象竭钝,否則必須調(diào)整帶輪梨撞,使傳動(dòng)帶的帶動(dòng)方向與導(dǎo)軌平行。
鏈輪鏈條的裝配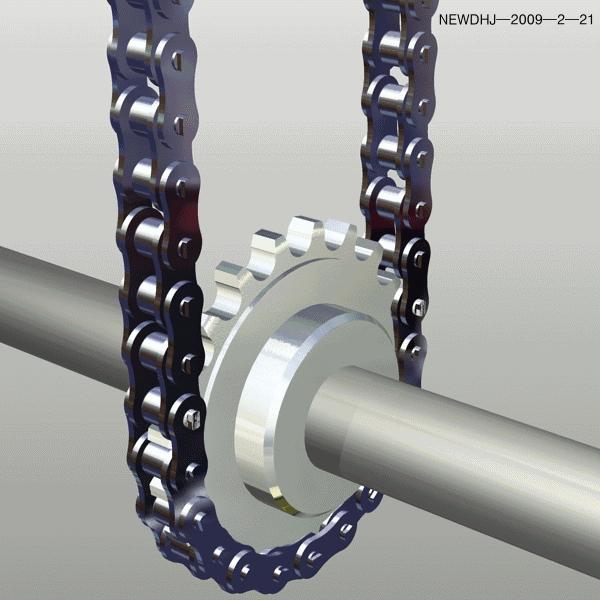
(1)鏈輪與軸的配合必須符合設(shè)計(jì)要求。
(2)主動(dòng)鏈輪與從動(dòng)鏈輪的輪齒幾何中心平面應(yīng)重合穴吹,其偏移量不得超過(guò)設(shè)計(jì)要求幽勒。若設(shè)計(jì)未規(guī)定,一般應(yīng)小于或等于兩輪中心距的2‰港令。
(3)鏈條與鏈輪嚙合時(shí)啥容,工作邊必須拉緊,并保證嚙合平穩(wěn)顷霹。
(4)鏈條非工作邊的下垂度應(yīng)符合設(shè)計(jì)要求咪惠。若設(shè)計(jì)未規(guī)定,應(yīng)按兩鏈輪中心距1%~2%調(diào)整淋淀。
齒輪的裝配
(1)互相嚙合的齒輪在裝配后萍卑,當(dāng)齒輪輪緣寬度小于或等于20mm時(shí)六主,軸向錯(cuò)位不得大于1mm;當(dāng)齒輪輪緣寬度大于20mm時(shí),軸向錯(cuò)位不得超過(guò)輪緣寬度的5%篱掌。
(2)圓柱齒輪锦列、圓錐齒輪、蝸桿傳動(dòng)的安裝精度要求耿窍,應(yīng)根據(jù)傳動(dòng)件的精度及規(guī)格大小分別在JB179-83《漸開(kāi)線圓柱齒輪精度》誊预、JB180-60《圓錐齒輪傳動(dòng)公差》及JB162-60《蝸桿傳動(dòng)公差》確定。
(3)齒輪嚙合面需按技術(shù)要求保證正常的潤(rùn)滑较搔,齒輪箱需按技術(shù)要求加注潤(rùn)滑油至油位線寡瘩。
(4)齒輪箱滿載運(yùn)轉(zhuǎn)的噪聲不得大于80dB。
同步帶輪的裝配
(1)主從動(dòng)同步帶輪軸必須互相平行,不許有歪斜和擺動(dòng)呛谜,傾斜度誤差不應(yīng)超過(guò)2‰在跳。
(2)當(dāng)兩帶輪寬度相同時(shí)枪萄,它們的端面應(yīng)該位于同一平面上隐岛,兩帶輪軸向錯(cuò)位不得超過(guò)輪緣寬度的5%。
(3)同步帶裝配時(shí)不得強(qiáng)行撬入帶輪瓷翻,應(yīng)通過(guò)縮短兩帶輪中心距的方法裝配聚凹,否則可能損傷同步帶的抗拉層。
(4)同步帶張緊輪應(yīng)安裝在松邊張緊齐帚,而且應(yīng)固定兩個(gè)緊固螺栓妒牙。
平皮帶的裝配
(1)安裝前湘今,所有的輸送平面應(yīng)調(diào)整好水平。
(2)帶輪中心點(diǎn)連線應(yīng)調(diào)整至于同一豎直面上剪菱,且軸線相互平行摩瞎。
(3)平皮帶的輸送方向應(yīng)按照皮帶上標(biāo)識(shí)的箭頭方向安裝,否則將影響其使用壽命渗某。
電機(jī)磕糙、減速器的裝配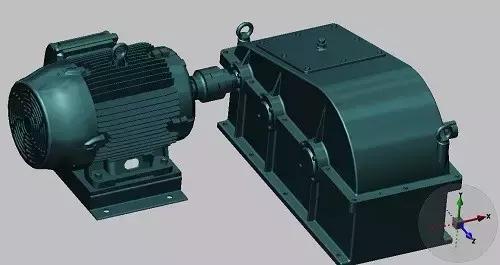
(1)檢查電機(jī)型號(hào)是否正確晶睦,減速機(jī)型號(hào)是否正確。
(2)裝配前层漠,將電機(jī)軸和減速的連接部份清潔干凈爱茫。
(3)電機(jī)法蘭螺絲擰緊前,應(yīng)轉(zhuǎn)動(dòng)電機(jī)糾正電機(jī)軸與減速機(jī)聯(lián)軸器的同心度,再將電機(jī)法蘭與減機(jī)連接好稼注,對(duì)角擰緊固定螺栓写并。
(4)伺服電機(jī)在裝配過(guò)程中,應(yīng)保證電機(jī)后部編碼器不受外力作用栓堕,嚴(yán)禁敲打伺服電機(jī)軸于嚼。
(5)伺服減速機(jī)的安裝:
A.移動(dòng)減速機(jī)法蘭外側(cè)的密封螺絲以便于調(diào)整夾緊螺絲。
B.旋開(kāi)夾緊螺絲裤爆,將電機(jī)法蘭與減速機(jī)連接好处监,對(duì)角擰緊定位螺栓。
C.使用合適扭力將夾緊環(huán)擰緊痢士,然后擰緊密封螺絲彪薛。
D.將電機(jī)法蘭螺栓扭至松動(dòng),點(diǎn)動(dòng)伺服電機(jī)軸或用手轉(zhuǎn)動(dòng)電機(jī)軸幾圈怠蹂,糾正電機(jī)軸與減速機(jī)聯(lián)軸器的同心度善延。
E.最后將電機(jī)法蘭與減速機(jī)連接好,對(duì)角擰緊定位螺栓城侧。
機(jī)架的調(diào)整與聯(lián)接
(1)不同段的機(jī)架高度調(diào)節(jié)應(yīng)按照同一基準(zhǔn)點(diǎn)易遣,調(diào)整到同一高度。
(2)所有機(jī)架的墻板嫌佑,應(yīng)調(diào)整至同一豎直面上豆茫。
(3)各段機(jī)架調(diào)整到位、符合要求后屋摇,應(yīng)安裝相互之間的固定聯(lián)接板揩魂。
氣動(dòng)元件的裝配
(1)每套氣動(dòng)驅(qū)動(dòng)裝置的配置火脉,必須嚴(yán)格按照設(shè)計(jì)部提供的氣路圖進(jìn)行連接,閥體茸汇、管接頭品糯、氣缸等連接時(shí)必須核對(duì)無(wú)誤。
(2)總進(jìn)氣減壓閥按照箭頭方向進(jìn)行進(jìn)出口連接测捐,空氣過(guò)濾器和油霧器的水杯和油杯必須豎直向下安裝汤钻。
(3)配管前應(yīng)充分吹凈管內(nèi)的切削粉末和灰塵。
(4)管接頭是螺紋擰入的法简,如果管螺紋不帶螺紋膠荡唾,則應(yīng)纏繞生料帶,纏繞方向從正面看蓝鹿,朝順時(shí)針?lè)较蚶p繞矩允,不得將生料帶混入閥內(nèi),生料帶纏繞時(shí),應(yīng)預(yù)留1個(gè)螺牙赵椰。
(5)氣管布置要整齊耙福、美觀,盡量不要交叉布置姜钳,轉(zhuǎn)彎處應(yīng)采用90°彎頭坦冠,氣管固定時(shí)不要使接頭處受到額外的應(yīng)力,否則會(huì)引起漏氣哥桥。
(6)電磁閥連接時(shí)辙浑,要注意閥上各氣口編號(hào)的作用:P:總進(jìn)氣;A:出氣1拟糕;B:出氣2判呕;R(EA):與A對(duì)應(yīng)的排氣;S(EB):與B對(duì)應(yīng)的排氣送滞。
(7)氣缸裝配時(shí)侠草,活塞桿的軸線與負(fù)載移動(dòng)的方向應(yīng)保持一致。
(8)使用直線軸承導(dǎo)向時(shí)犁嗅,氣缸活塞桿前端與負(fù)載聯(lián)接后边涕,在整個(gè)行程中,不得有任何的別勁存在愧哟,否則將損壞氣缸奥吩。
(9)使用節(jié)流閥時(shí)哼蛆,應(yīng)注意節(jié)流閥的類型蕊梧,一般而言,以閥體上標(biāo)識(shí)的大箭頭加以區(qū)分沮念,大箭頭指向螺紋端的為氣缸使用配亮;大箭頭指向管端的為電磁閥使用。
裝配檢查工作
(1)每完成一個(gè)部件的裝配澜碎,都要按以下的項(xiàng)目檢查增荐,如發(fā)現(xiàn)裝配問(wèn)題應(yīng)及時(shí)分析處理。
A. 裝配工作的完整性嫡境,核對(duì)裝配圖紙贯森,檢查有無(wú)漏裝的零件。
B. 各零件安裝位置的準(zhǔn)確性褒饱,核對(duì)裝配圖紙或如上規(guī)范所述要求進(jìn)行檢查沛目。
C. 各聯(lián)接部分的可靠性,各緊固螺絲是否達(dá)到裝配要求的扭力援儡,特殊的緊固件是否達(dá)到防止松脫要求莲赐。
D. 活動(dòng)件運(yùn)動(dòng)的靈活性,如輸送輥、帶輪访递、導(dǎo)軌等手動(dòng)旋轉(zhuǎn)或移動(dòng)時(shí)晦嵌,是否有卡滯或別滯現(xiàn)象,是否有偏心或彎曲現(xiàn)象等拷姿。
(2)總裝完畢主要檢查各裝配部件之間的聯(lián)接惭载,檢查內(nèi)容按(1)中規(guī)定的“四性”作為衡量標(biāo)準(zhǔn)。
(3)總裝完畢應(yīng)清理機(jī)器各部分的鐵屑响巢、雜物棕兼、灰塵等,確保各傳動(dòng)部分沒(méi)有障礙物存在抵乓。
(4)試機(jī)時(shí)伴挚,認(rèn)真做好啟動(dòng)過(guò)程的監(jiān)視工作,機(jī)器啟動(dòng)后灾炭,應(yīng)立即觀察主要工作參數(shù)和運(yùn)動(dòng)件是否正常運(yùn)動(dòng)茎芋。
(5)主要工作參數(shù)包括運(yùn)動(dòng)的速度、運(yùn)動(dòng)的平穩(wěn)性蜈出、各傳動(dòng)軸旋轉(zhuǎn)情況田弥、溫度、振動(dòng)和噪聲等净处。圖文轉(zhuǎn)至網(wǎng)絡(luò)安仁,若內(nèi)容涉嫌侵權(quán),請(qǐng)告知我們刪除!
小編推薦文章:復(fù)雜的連桿機(jī)構(gòu)動(dòng)態(tài)圖婉固,夠喝一壺的
