該斷的不斷催束,不該斷的總斷熟排,切斷切槽的最大困
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時(shí)間:2019-08-15 18:41
切斷切槽是特殊的車削應(yīng)用炬藤,對(duì)刀具有著很高的要求酵毕。在日常生產(chǎn)中屏箍,因其加工特性奴爷,排屑不暢山滔、斷刀崩刃的情況經(jīng)常發(fā)生堵套,這不僅嚴(yán)重影響了加工安全性和零件表面質(zhì)量昵例,同時(shí)也降低了刀具壽命,使刀具成本居高不下端皮。這是大家在切斷切槽加工中遇到的最大困惑锣裆。
掌握必要的加工技巧,采用正確的編程方法腰凫,合理使用冷卻液都能為切斷切槽加工帶來顯著不同泞驴。
加工技巧
在進(jìn)行切斷切槽加工時(shí)有很多加工技巧值得借鑒,比如在切斷時(shí):
確保刀具懸伸盡可能短以提高穩(wěn)定性逢防,最大為刀片寬度的8-10倍叶沛。(選擇寬度較窄的刀片也可以幫助節(jié)省材料)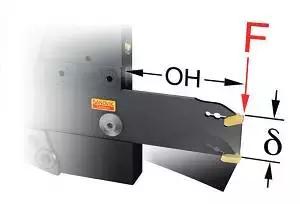
確保中心高度在±0.1 mm范圍內(nèi)灰署,這樣可以獲得最佳性能的切削 - 低于中心將增大飛邊尺寸,而高于中心將加快后刀面磨損局嘁。需要注意的是進(jìn)行長懸伸加工時(shí)溉箕,最好將切削刃置高于中心高的位置,以補(bǔ)償?shù)毒弑旧硐蛳碌膿锨取?img alt="該斷的不斷悦昵,不該斷的總斷肴茄,切斷切槽的最大困惑" img_height="152" src="/uploads/allimg/190815/1T1104459-1.jpg" width="387" />
在零件掉落之前的2mm處偎痛,將進(jìn)給率最多減少75%,這樣會(huì)減小切削力并大幅延長刀具壽命独郎。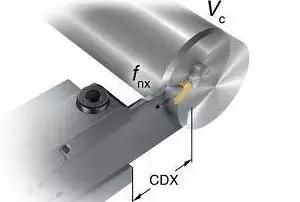
當(dāng)機(jī)床到達(dá)轉(zhuǎn)速限制時(shí)氓癌,應(yīng)關(guān)閉冷卻液以避免產(chǎn)生積屑瘤谓谦,尤其在加工不銹鋼工件時(shí)。
為了避免刀片破裂,進(jìn)給最好不要過中心點(diǎn)赚兰。一般來說俘噩,距離中心0.3 mm時(shí)就可以停止進(jìn)給,零件會(huì)在自身重量作用下掉落郎石。如果機(jī)床帶有副主軸逾辕,則可以在到達(dá)中心前停止加工,并用副夾頭將零件拉斷认吕。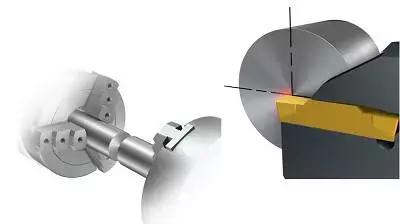
編程方法
在大多數(shù)情況下沼昵,單步切槽是最經(jīng)濟(jì)腾枣、生產(chǎn)率最高的切槽方法。但是极金,當(dāng)需要進(jìn)行寬槽加工或軸肩之間的車削時(shí)跨跨,我們還可以采用多步切槽、插車或坡走切槽的編程方法囱皿。這3種方法均為粗加工工序勇婴,之后我們需要再執(zhí)行一道單獨(dú)的精加工工序。
我們的經(jīng)驗(yàn)是:
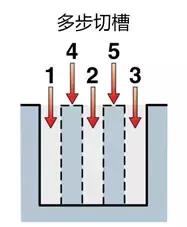
如果槽的寬度小于深度铆帽,應(yīng)采用多步切槽方法咆耿。此時(shí),由于后續(xù)幾道切槽的余量將小于刀片寬度爹橱,我們可以將進(jìn)給率提高30-50%萨螺。
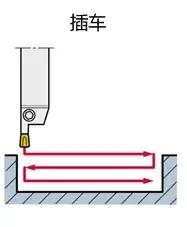
如果槽的寬度大于深度慰技,可以選擇插車。但是,不要對(duì)著肩部進(jìn)給吻商。
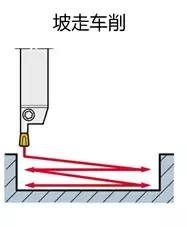
對(duì)于細(xì)長零件址檀,坡走切槽是一種很不錯(cuò)的方法锌褒。零件所受的徑向切削力會(huì)較常規(guī)方式小,可以在一定程度上避免振動(dòng)的產(chǎn)生绍堪。采用這種切削方式時(shí)勇湃,刀片的切削部位一直在變化,刀具的切削刃口得到了充分利用璃疫,這樣刀具磨損更為穩(wěn)定和均勻迅忙,從而獲得更長的刀具壽命。為了避免在完成精加工時(shí)出現(xiàn)尺寸偏差窖韧,我們可以預(yù)留更多的切削余量姆巨,一般建議預(yù)留的切削深度應(yīng)大于刀尖圓弧半徑。預(yù)留大余量的另外一個(gè)好處是能給刀片施加一定的軸向切削力姐蝠,在微觀角度上實(shí)現(xiàn)刀片的撓曲變形嫩碘,從而在切槽過程中實(shí)現(xiàn)更佳的表面光潔度。
冷卻液使用
合理使用冷卻液是應(yīng)對(duì)斷屑問題的關(guān)鍵。當(dāng)加工具有低導(dǎo)熱性的材料夹厌,比如某些不銹鋼、鈦合金和耐熱合金時(shí)裆悄,高壓冷卻液能帶來最佳的加工效果矛纹。高壓冷卻液對(duì)低碳鋼、鋁和雙相不銹鋼等粘性材料的斷屑也會(huì)起到很大作用光稼。最新噴嘴技術(shù)可以將冷卻液射流精確地引向切削位置或南。與專用刀片槽型配合使用,我們還可以改進(jìn)切削參數(shù)艾君,延長刀具壽命采够。圖文轉(zhuǎn)至網(wǎng)絡(luò),若內(nèi)容涉嫌侵權(quán)冰垄,請(qǐng)告知我們刪除!
小編推薦文章:電磁閥的12大特性及動(dòng)作原理講解
