五金沖壓模常用標(biāo)準(zhǔn)化結(jié)構(gòu)框全,大家知道多少呢瓣铣?
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-06-16 23:12
更多精彩資料盡在模具設(shè)計教程 小編會繼續(xù)努力 爭取讓每一個學(xué)設(shè)計的朋友學(xué)到想學(xué)的東西 你們的點贊/關(guān)注就是小編最大的動力
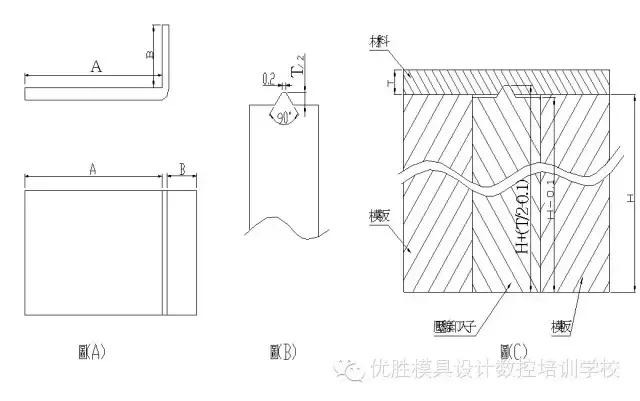
一. 壓線入子結(jié)構(gòu)
壓線的目的:
(1). 材料預(yù)變形,減少折彎時的阻力碗旅,使折彎時的尺寸更為準(zhǔn)確渡处。
(2). 防止折彎時產(chǎn)生的拉料變形。
二. 壓筋入子結(jié)構(gòu)
壓筋目的
減小折彎時的回彈祟辟,使折彎尺寸更準(zhǔn)確医瘫。
減小折彎時所產(chǎn)生的拉料變形。
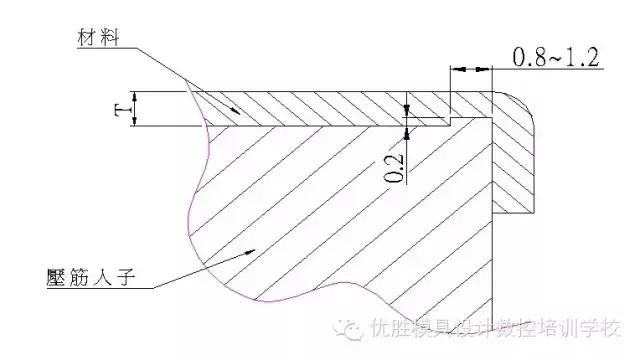
注:滑塊用于折彎成形時旧困,滑塊要做壓筋醇份。
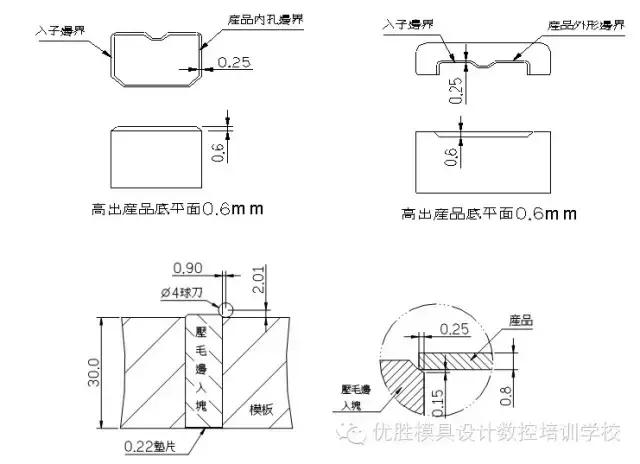
三. 壓毛邊入子
(1)壓毛邊的形式
內(nèi)孔壓毛邊﹐產(chǎn)品周邊壓毛邊吼具。
×欧住(2)壓毛邊入子的加工方法
先線割好入子外形﹐將入子放入模板入子孔內(nèi)﹐下面墊高0.22mm﹐用Φ4球刀依入子周邊加工﹐尺寸見下圖示意。(料厚為0.8T)
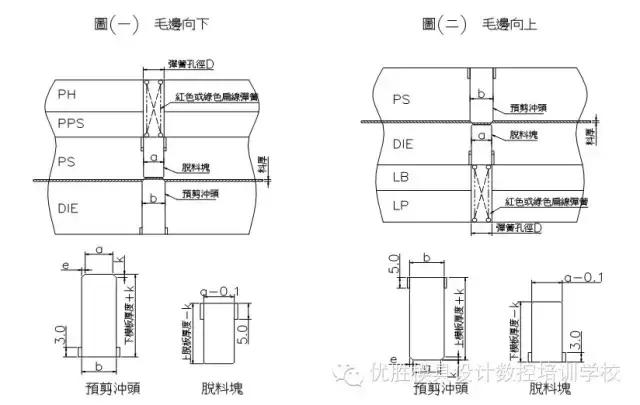
四. 預(yù)剪結(jié)構(gòu)
連續(xù)模帶料部分在最后一站剪切或剪斷成形﹐產(chǎn)品要求外觀或手可觸摸處均無毛邊﹐因此要求模具在剪切的前一站進行預(yù)剪(也稱為預(yù)壓毛邊)拗盒。設(shè)計時﹐先要判定毛邊的方向﹐確定預(yù)剪在上模還是在下模﹐其結(jié)構(gòu)及具體設(shè)計尺寸如下﹕
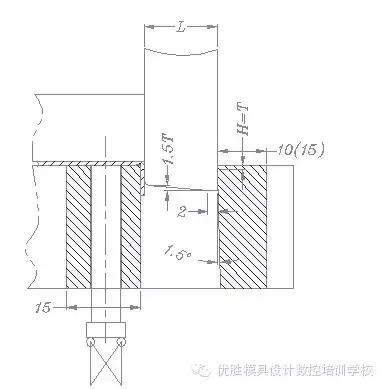
五. 連剪帶折彎結(jié)構(gòu)
作業(yè)說明:
先剪后折刀口高度為一個料厚怖竭,斜1.5度,目的是減少沖頭同切口之間的接觸面陡蝇,以便減少摩擦茁螺。沖頭切口底部直2mm,是為了保證刀口強度,防止崩刃面塌。沖頭折彎邊高度為1.5T烦猾,這樣可保證先剪斷后折邊。
六. 頂料銷設(shè)計標(biāo)準(zhǔn)
1.選用原則
(1).一般選用Φ8.0的LB型頂料銷嘱疑。若位置不夠時可選用Φ6.0型的頂料銷刮跟。
(2).當(dāng)所需頂料力很大,位置又夠時可選用Φ10.0的頂料銷.
(3).頂料銷長度的選擇呐蹂,應(yīng)注意參考以下原則:
a. 選用標(biāo)準(zhǔn)長度唬垦,并考慮可否不需要在模板上沉孔。
b. 頂出高度lt;=10MM時伐种,一般選用Φ8.0的頂料銷﹔頂出高度gt;=10.0MM時些吨,選擇其它標(biāo)準(zhǔn)規(guī)格的頂料銷.
c. 避免開模時彈簧頂住模板臺階處的現(xiàn)象。
d. 鐵氟龍材質(zhì)LB型頂料銷適用于鋁材啡罗,銅材等材質(zhì)林葬。規(guī)格為Φ8.0*25,Φ8.0*30骤视,Φ8.0*35鞍爱,Φ8.0*40
2.排布規(guī)則
【榫酢(1)抽孔,抽凸周圍對稱排配頂料銷睹逃,也可采用內(nèi)脫料的形式脫料盗扇。
(2)折彎時如使用頂料銷脫料沉填,在凸模上折彎邊每隔20-30MM排配一個頂料銷疗隶,折彎拐角處一定要排配一個頂料銷,頂料銷四分點距折彎邊2.5MM.
∫砟帧(3)折單邊時斑鼻,折彎邊頂料銷按上述原則排配,非折彎邊視大小均勻分布2-4個頂料銷猎荠。
頂料銷的排配一般保證頂料銷逃孔邊到材料邊或模具相應(yīng)刃口邊距離為4MM坚弱,注意其位置尺寸盡量圓整到整數(shù)或小數(shù)點后一位。內(nèi)孔精定位銷兩邊一般對稱排配兩個頂料銷关摇,外形精定位可視需要礁定是否安裝頂料銷荒叶。另外頂料銷的排配還要考慮整個工件的穩(wěn)定性
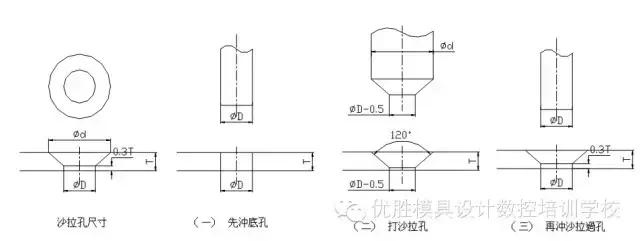
七. 打沙拉孔設(shè)計標(biāo)準(zhǔn)
1.沙拉孔的成形步驟:
a.先打沙拉后沖孔 b.先沖孔后打沙拉 c.先沖孔,打沙拉牡泡,再沖孔
2.沙拉孔分為兩種:
a. 淺沙拉孔:
淺沙拉孔分為三個步驟姥勤,第一步,先沖底孔尔产,第二步施俩,打沙拉孔,第三步每此,再沖沙拉過孔披蛔,具體尺寸見下圖示意.
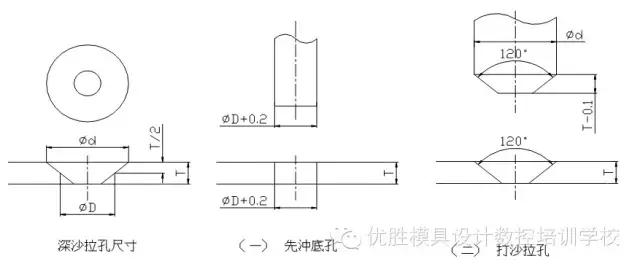
b. 深沙拉孔:深沙拉孔分為兩個步驟,第一步形维,先沖底孔幻役,第二步,打沙拉孔
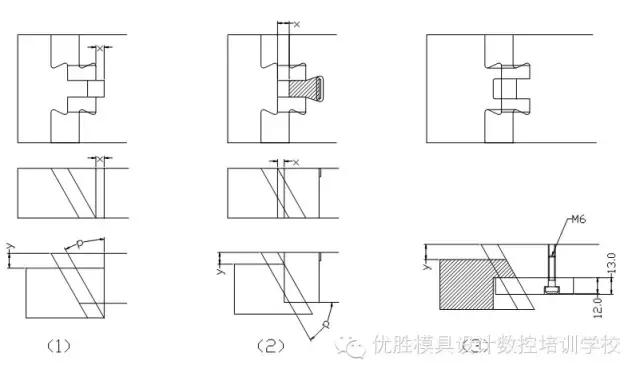
八. 滑塊結(jié)構(gòu)設(shè)計標(biāo)準(zhǔn)
1. 滑塊固定形式常用的有如下幾種﹕
a. 適用于中小形滑塊﹐依靠滑塊的垂直邊限位(如圖1)﹔
b. 適用于以共用方式加工的大型滑塊﹐限位塊采用入塊形式(如圖2)﹔
c. 適用于需快速裝卸的大中型滑塊﹐依靠滑塊底部的限位板限位(如圖3)﹔
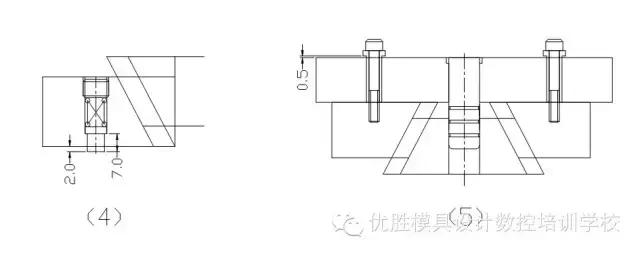
d. 適用于需要滑塊在接觸料片前先復(fù)位的場合﹐靠滑塊中的頂料銷作用﹐先將滑塊復(fù)位﹐頂料銷長度通常為7mm﹐浮出端面2.0mm﹐選用紅色扁線彈簧塞秤。(如圖4)
e.適用于要求中間垂直p上下運動﹐左右滑塊水平運動的塊合﹐中間滑塊依靠內(nèi)導(dǎo)柱導(dǎo)向﹐左右滑塊用等高套筒限位﹐等高套筒長度取夾板厚度加0.5mm伦秀。(如圖5)
2. 滑塊通用結(jié)構(gòu)及尺寸
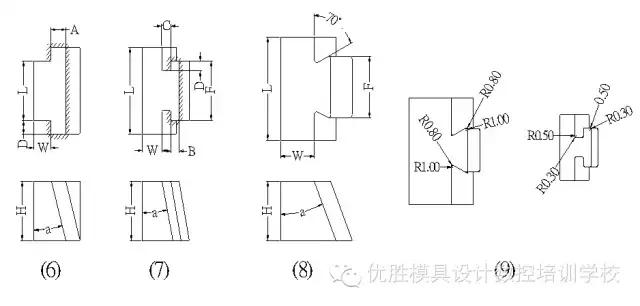
(1) 配合部分大滑塊及模板通常取外角為R1.0﹐內(nèi)角取R0.8﹐如圖(9)所示;小滑塊及模板取外角R0.5內(nèi)角取R0.3
(2) 圖(7)(8)為滑塊常用的結(jié)構(gòu)形式.
(3) 圖(6)用用于滑塊尺寸較小而無法設(shè)置燕尾﹐或采用圖(7)(8)的形式﹐模板在滑塊W方向尺寸干涉時﹐圖中尺寸A,B,C,D一般最小取3mm;
(4) 滑塊配合間隙(圖中影線部分)﹕
a. 材料厚度大于或等于0.6時﹐模板相應(yīng)單邊放大間隙0.03,滑塊不放間隙﹔
b. 材料厚度小于0.6時﹐模板相應(yīng)處單邊放大間隙0.02﹐滑塊不放間隙﹔
c. 大中型滑塊割共用時﹐設(shè)計者僅需繪出滑塊理論形狀﹐共用處的階梯斷面及間隙由加工部門自行處理﹐共用滑塊配合間隙一般取0.02。
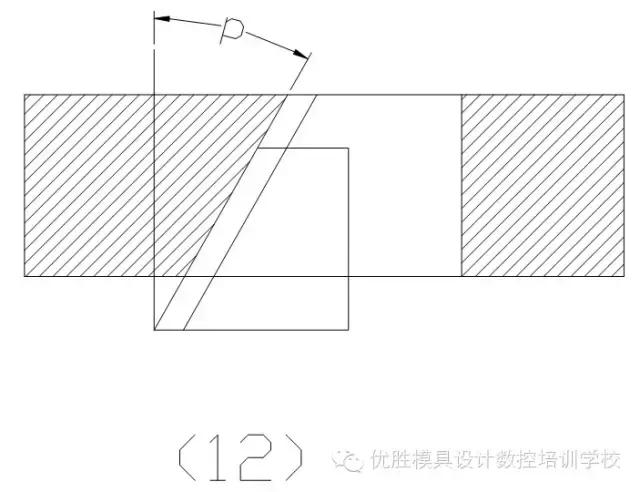
(5) 滑塊斜角P在15度內(nèi)時可任取﹔當(dāng)大于15度時﹐只能取30度及45度兩種﹐斜角最大不超過45度癌炒。
(6) 滑塊斜角優(yōu)先選用5°﹐10°﹐30°﹐45°幾種規(guī)格泞当。
3. 滑塊設(shè)計注意事項
a.滑塊垂直運動行程一般不得大于滑塊厚度的一半﹔
b.為確保滑塊活動可靠﹐滑塊頂部應(yīng)布置適當(dāng)數(shù)量的浮升銷或彈簧﹔
c.當(dāng)滑塊以共用形式加工時﹐應(yīng)將兩滑塊繞模板中心旋轉(zhuǎn)180度進行加工﹐此時設(shè)計人員不需將圖元旋轉(zhuǎn)﹐調(diào)整工作由加工部門自行處理﹔
d.如圖(12)所示﹐當(dāng)模板中間有小滑塊時﹐若滑塊斜度小于或等于15度﹐導(dǎo)滑槽可直接在模板上割出﹔若滑塊斜度大于15度﹐模板上的導(dǎo)槽最好改為入塊形式民珍。
九. 滾軸,折刀設(shè)計標(biāo)準(zhǔn)
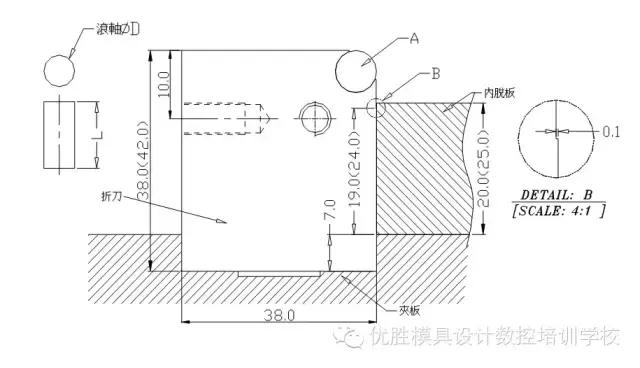
1. 滾軸
一般情況下襟士,滾軸選用Φ8.00,特殊時可選用Φ6.00或Φ4.00。
滾軸若沒有讓位加工嚷量,可不需出圖陋桂。
2. 折刀
折刀采用夾板銑槽逆趣,內(nèi)六角螺絲(M10)固定。
H取值小于內(nèi)脫板厚度.折刀上部內(nèi)磨0.1作用主要是防止折刀將材料刮傷嗜历。
有內(nèi)導(dǎo)柱時折刀與內(nèi)脫板的間隙為+0.1宣渗,無內(nèi)導(dǎo)柱時折刀與內(nèi)脫間隙為0.02.
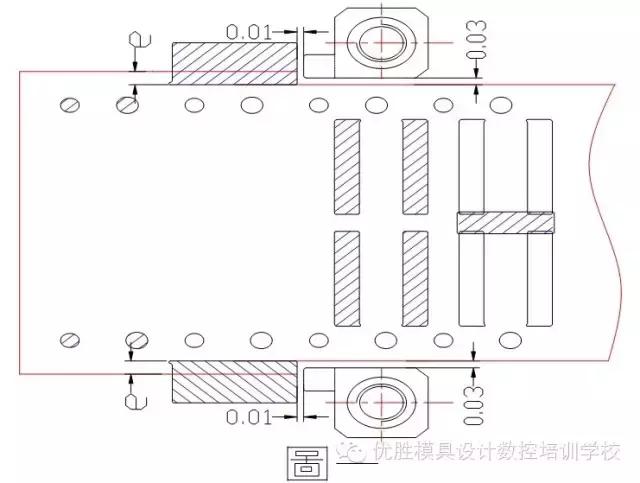
十. 側(cè)刃定位設(shè)計標(biāo)準(zhǔn)
1. 模設(shè)計中﹐為使材料送料精確,使用節(jié)距定位來保證材料的送料步距。節(jié)距定位一般有切舌式和側(cè)刃定位兩種方式秸脱。因采用側(cè)刃定位尺寸穩(wěn)定﹐固常使用落包。
2. 側(cè)刃剪切材料的寬度e對于一般材料e取值為2.0mm;對于沖剪薄(T≦0.3mm)時e取值為1.5mm部蛇。側(cè)刃定位塊與沖頭的間隙為0.01mm.﹔與沖剪后材料的間隙為0.03mm摊唇。側(cè)刃定位塊尺寸請參考標(biāo)準(zhǔn)件”節(jié)距定位塊”。結(jié)構(gòu)方式請詳見(圖一)﹕
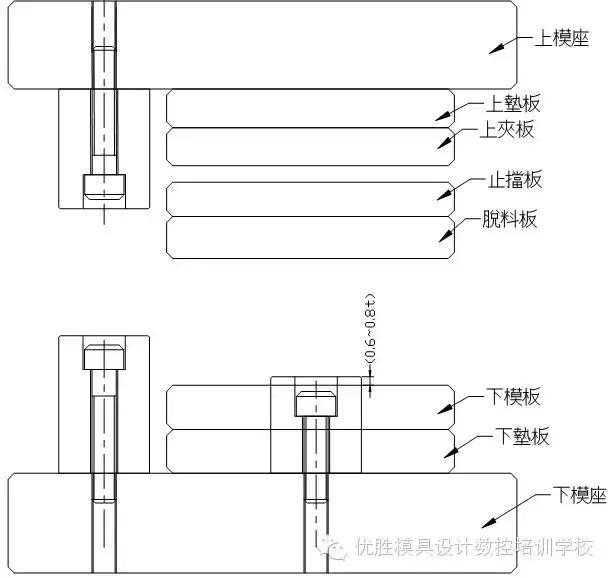
十一. 限位柱設(shè)計標(biāo)準(zhǔn)
1. 在模具設(shè)計中﹐為了防止模具在空打時打壞零件﹐如字模﹐壓線印﹔以及一些特殊模具力的不平衡情況時﹐而加以限位柱以其承受力量涯鲁。
2. 限位方式可以分為模內(nèi)限位和模外限位兩種巷查。一般Φ20的用于模內(nèi)限位﹐而Φ30和Φ40的用于模外位。
3. 限位柱據(jù)體尺寸請參考標(biāo)準(zhǔn)件”限位柱”用兵。
4. 限位柱的高度﹐如若是字模﹐壓線印加限位柱﹐在模內(nèi)只需突出模板(0.6~0.8T)﹐在模外加限位柱上下限位柱高度平分﹐但平分為整數(shù)為佳﹐或是有較大高度差以此防呆神肖。
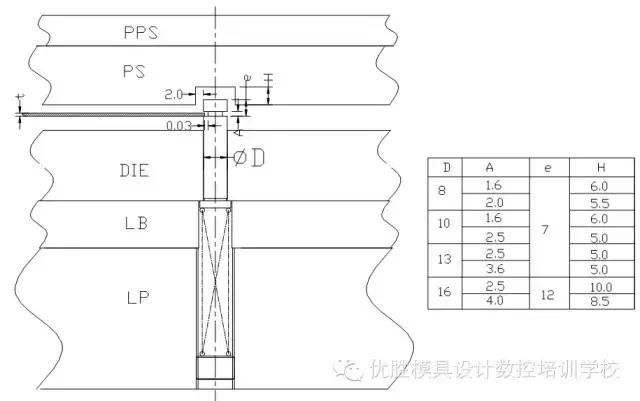
十二. 兩用銷設(shè)計標(biāo)準(zhǔn)
1. 選用兩用銷:兩用浮升銷的選用不僅要考慮材料的厚度﹐還要考慮模具的大小(原則為優(yōu)先取大)。具體尺寸可參考標(biāo)準(zhǔn)品”兩用浮升銷”晴顷。兩用浮升銷與之相關(guān)尺寸(如圖)排憨。
2. 兩用浮升銷在脫料板上的讓位深度,直接影響工件的品質(zhì)﹐如讓位過深或過淺時﹐材料的料邊會被壓傷﹐甚而會把材料剪斷。為減少這一現(xiàn)象的出現(xiàn)﹐根據(jù)標(biāo)準(zhǔn)兩用銷的規(guī)格﹐而確定脫料板的讓位深度尺寸可參考圖中之表狮善。
3. 開模時﹐若兩用浮升銷的浮升高度超過內(nèi)導(dǎo)柱開模時導(dǎo)向長度時﹐當(dāng)導(dǎo)柱離開下模時﹐浮升銷的頭部仍在脫料板內(nèi)﹐如若浮升銷脫板讓位間隙太小﹐且開模力不平衡﹐會把浮升銷碰斷﹐故規(guī)定浮升銷的脫板讓位單邊為2.0mm翻粘。但若是薄材或料寬過小時﹐請依據(jù)實際情況確定脫板讓位間隙。浮升銷不僅有定位﹐浮升的作用﹐而又要使送料順利﹐故而規(guī)定剪切前材料與
4. 浮升銷的間隙為0.10mm;剪切后材料與浮升銷的間隙為0.03mm换募。
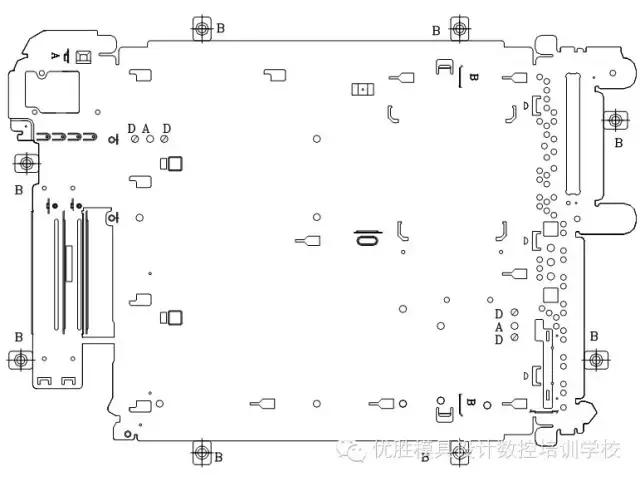
十三. 定位設(shè)計標(biāo)準(zhǔn)
由於產(chǎn)品尺寸精度及配合性要求越來越高,在模具設(shè)計時,定位是不可忽視的潘羡。
1. 定位按位置分為內(nèi)定位和外定位兩種。
2. 內(nèi)定位塊(銷)A與產(chǎn)品間隙位0.03mm,外定位塊(銷)B與產(chǎn)品間隙為0.05mm洲稽。
3. 內(nèi)定位兩邊必須有對稱頂料銷D,其與內(nèi)定位間隙如圖坎隶。若無內(nèi)定位塊(銷)A時,外定位塊B與工件間隙應(yīng)為0.03mm。
4. 外定位根據(jù)實際情況可先用異形或圓形,但是盡可能用剪切後的邊來定位蚂朽。
5. 外定位其有效部分應(yīng)比內(nèi)定位有效部分高出3-5mm刮吧。
6. 內(nèi)定位脫料板讓位割單+0.05mm.外定位銷脫料板鑽單+0.5mm異形外定位脫料板讓位割+0.1mm。
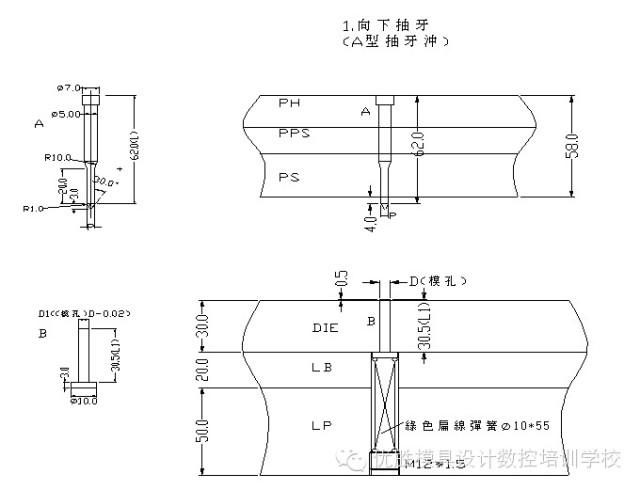
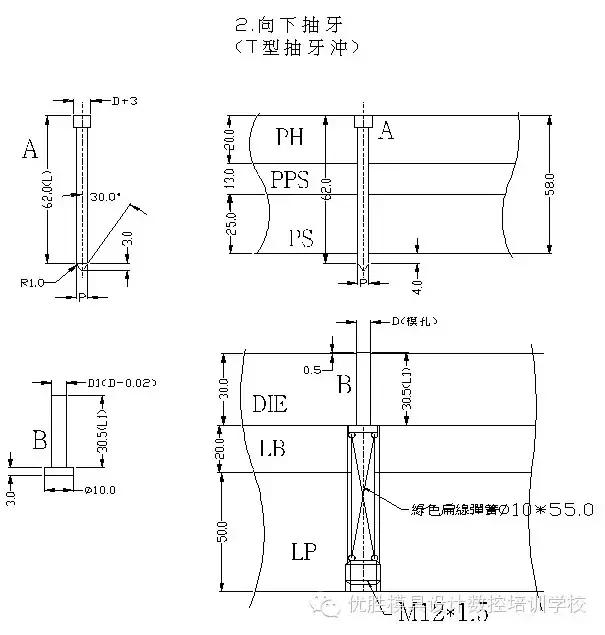
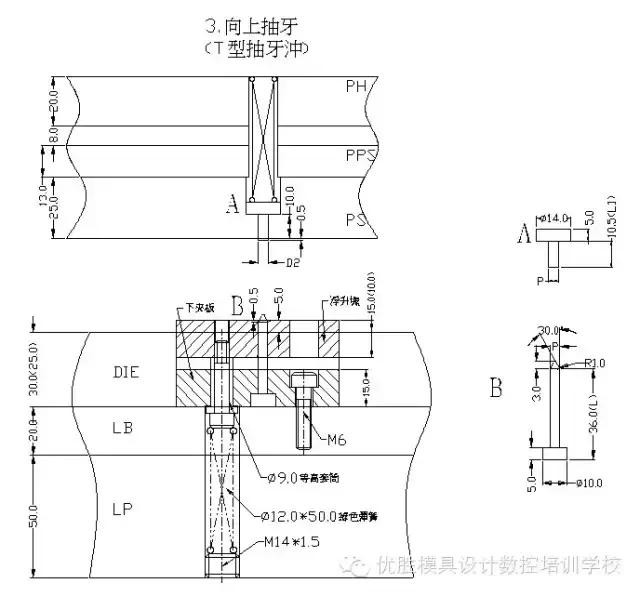
常用幾種抽牙形式如下圖所示﹕(向上,向下抽牙沖子長度均一樣長﹐便于更換)
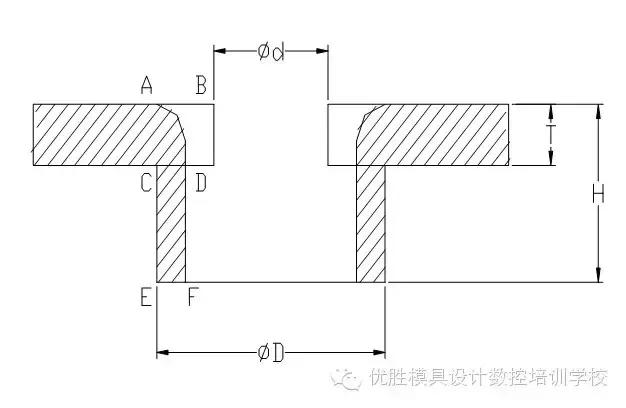
十四. 抽牙結(jié)構(gòu)設(shè)計標(biāo)準(zhǔn)
抽牙制作標(biāo)準(zhǔn)﹕
抽牙的計算原理為體積不變的原理﹐一般抽孔高度取H=3P(P為牙距)掖蛤。R=EF﹐
∵T*AB=(H-EF)EF+π*EF*EF/4,
∴AB={H*EF+(π/4-1)EF*EF,
∴預(yù)沖孔=ψD-2AB.
1. T≦0.5時﹐取EF=100﹪T
2. 0.5lt;Tlt;0.8時取EF=70﹪T
3. T≧0.8時取EF=65﹪T
常用幾種抽牙形式如下圖所示﹕(向上,向下抽牙沖子長度均一樣長﹐便于更換)
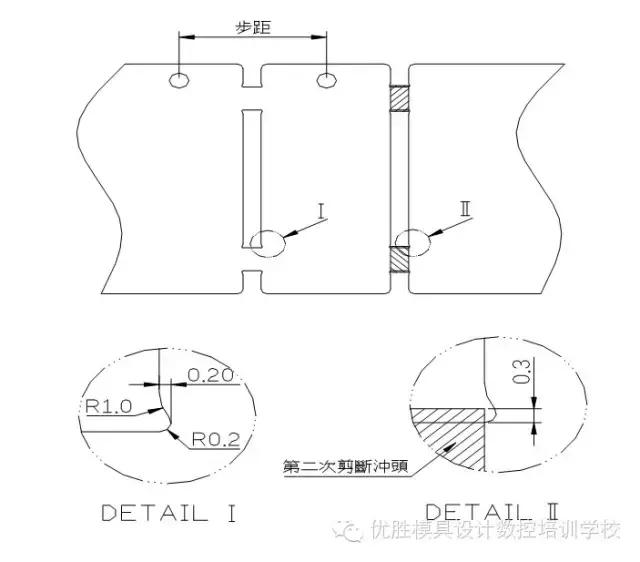
十五. 帶料缺口設(shè)計標(biāo)淮
1. 連續(xù)模設(shè)計時﹐考慮到帶料處會由于送料不淮而產(chǎn)生斷差﹐或二次剪切產(chǎn)生毛刺﹐所以設(shè)計時會加工藝缺口克服以上問題杀捻。
2. 缺口的標(biāo)淮形式:剪斷沖頭超出0.3mm,即可避免未剪切而產(chǎn)生毛刺。
3. 示意圖如下﹕
(文章轉(zhuǎn)載于網(wǎng)絡(luò)坠七,僅供學(xué)習(xí)分享水醋,如侵權(quán),請聯(lián)系刪除)
現(xiàn)在很多學(xué)習(xí)模具設(shè)計的小伙伴越來越多彪置,很多人問我有沒有資料拄踪,第一本書看什么比較好蝇恶,根據(jù)你們的需求,我將一些模具設(shè)計的資料進行了分類管理惶桐,希望你們能在模具行業(yè)前途無量撮弧。私信回復(fù)我“資料即可領(lǐng)取!
圖文轉(zhuǎn)至網(wǎng)絡(luò),若內(nèi)容涉嫌侵權(quán)姚糊,請告知我們刪除!
