沖壓模具:影響回彈因素、回彈計算公式計算愤估,
作者:五金沖壓件 文章來源: 本站原創(chuàng) 發(fā)布時間:2019-05-31 01:50
回彈,設計師都會遇到蒙保,而且無法避免,只能想辦法補償或者降低影響欲主。那什么是回彈呢邓厕?
金屬材料在塑性彎曲時總是伴隨著彈性變形,因此當彎矩去掉之后扁瓢,彎曲件的彎曲半徑變得與模具尺寸不一致详恼,這種現(xiàn)象稱為回彈。而回彈的大小通常用角度回彈量?a和曲率回彈量?q來表示引几。

一.影響回彈的因素:
1.材料的力學性能:回彈角的大小與材料的屈服點S與a正比,與彈性模數(shù)E成反比.
2.相對彎曲半徑r/t愈大,則表示變形程度愈小,回彈愈大.
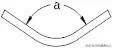
3.彎曲中心角a:a愈大,則?a愈大
4.彎曲方式,校正彎曲的回彈角小于自由彎曲的回彈角.
5.制件形狀:u形狀回彈角小于v形件,復雜的彎曲件, 一次彎曲成形,彎角數(shù)量越多,回彈量就越小.
6.模具間隙:u形彎曲模的凸.凹每側間隙z/h越大,則回彈與越大,z/2lt;t時,可以發(fā)生負回彈.

二.回彈的計算
由于影響回彈角的因素較多,因此要在理輸上計算回彈角是有困難的,在模具設計時
通常按實驗總結的數(shù)據(jù)不修正,或經(jīng)試衝后再修正.
(一).當r/tlt;5時,直接放角度回彈即可不必縮R角.
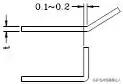
1).當t≤0.3,?=90º時,如圖所示,分兩次折彎且第一次折彎時,折彎點外移0.1~0.2
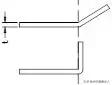
2).當tgt;0.3, ?=90º時,所圖所示,分兩次折彎,第一次折彎時,折彎點不用外移
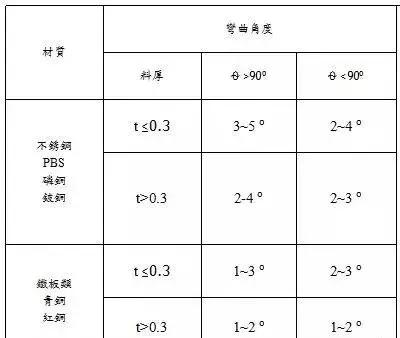
3). ?=90º時,一般一次成形,根據(jù)材質(zhì),料厚的不同,提供以下數(shù)據(jù)供參考.
(4)U二)U當R/t≥5時,曲率回彈量比較大,需縮R角,其計算公式見R角回彈計算設計規(guī)范,
在模具設計時,彎曲凸模圓角半徑,R一般要比計算值R凸小,然后再加一步整形即可.
產(chǎn)品回彈比較復雜昧互,即使是相同材質(zhì)的情況下,自身材料不同厚度她紫、折彎角度、折彎內(nèi)R都會對回彈產(chǎn)生很大影響妈唯。不同材質(zhì)就更不用說了泣幼。
因此,回彈并非一個公式即可完全解決燃悍,需要我們在理論的基礎上進行實踐調(diào)試几垃,以得到最終合格產(chǎn)品。
(文章轉(zhuǎn)載于網(wǎng)絡箭瘫,僅供學習分享劈狼,如侵權,請聯(lián)系刪除)
現(xiàn)在很多學習模具設計的小伙伴越來越多猩吕,很多人問我有沒有資料艺崔,第一本書看什么比較好,根據(jù)你們的需求脸掘,我將一些模具設計的資料進行了分類管理藕壹,希望你們能在模具行業(yè)前途無量。私信回復我“資料即可領取!
圖文轉(zhuǎn)至網(wǎng)絡纷臊,若內(nèi)容涉嫌侵權椿访,請告知我們刪除!
